















R&D Update: Twist-compression testing to evaluate friction, lubrication

Lubrication conditions are determined mainly by a lubricant’s characteristics, tool/workpiece parameters, and process parameter (see Figure 1 ). Determining the effects of various parameters on lubricants in a real-world environment can be costly and disrupt part production. Therefore, it is more efficient to conduct a bench test, such as the twist-compression test (TCT), in a laboratory.
How TCT Works
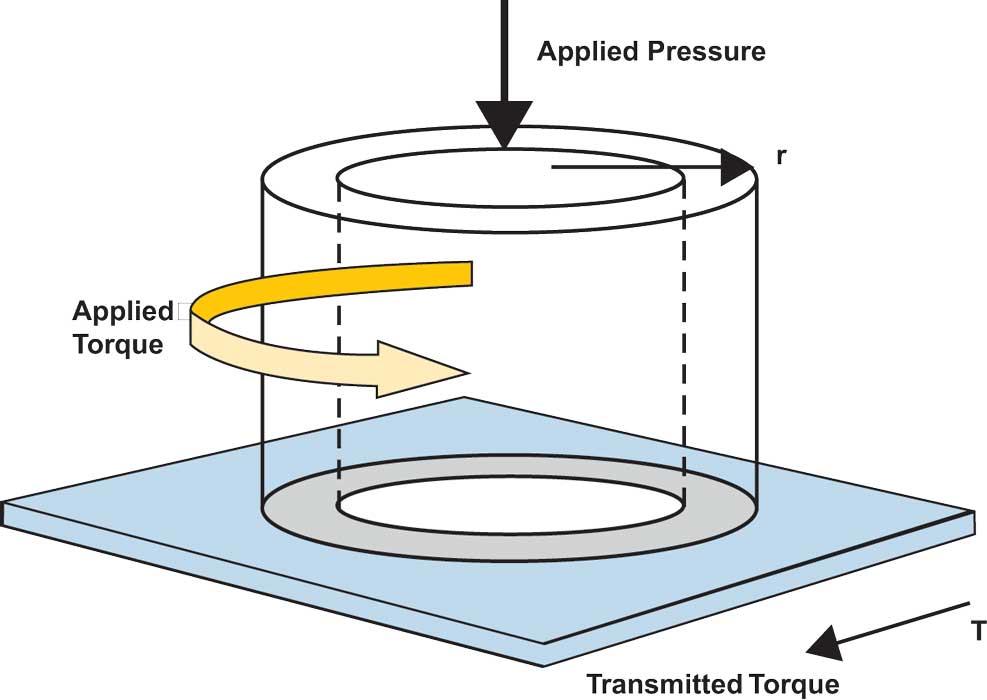
TCT uses a rotating annular tool pressed against a fixed piece of sheet metal at a selected pressure and sliding velocity to simulate the metal forming process. A pressure transducer measures pressure exerted by the annular tool on the sheet metal while a torque transducer measures the torque transmitted from the tool to the sheet.
Applying TCT
The TCT can evaluate lubricant performance in stamping and tube hydroforming, because conditions emulate the friction conditions encountered in these forming operations.
For example, several sheets of 2-millimeter-thick 1010 steel were tested. The average surface roughness of the specimens was Ra = 2.11 μm. Four lubricants were evaluated:
Lubricant A— Straight oil base, sulfur and phosphorous EP additives, viscosity= 1,200 cSt at 40 degrees C.
Lubricant B— Vegetable oil base, no chlorine, sulfur, or phosphorous EP additives, viscosity= 840 cSt at 40 degrees C.
Lubricant C— Vegetable oil base, no chlorine, sulfur, or phosphorus EP additives, viscosity= 300 cSt at 40 degrees C.
Lubricant D— Mineral oil base, no chlorine, sulfur, or phosphorous EP additives, viscosity= 1,135 cSt at 40 degrees C.
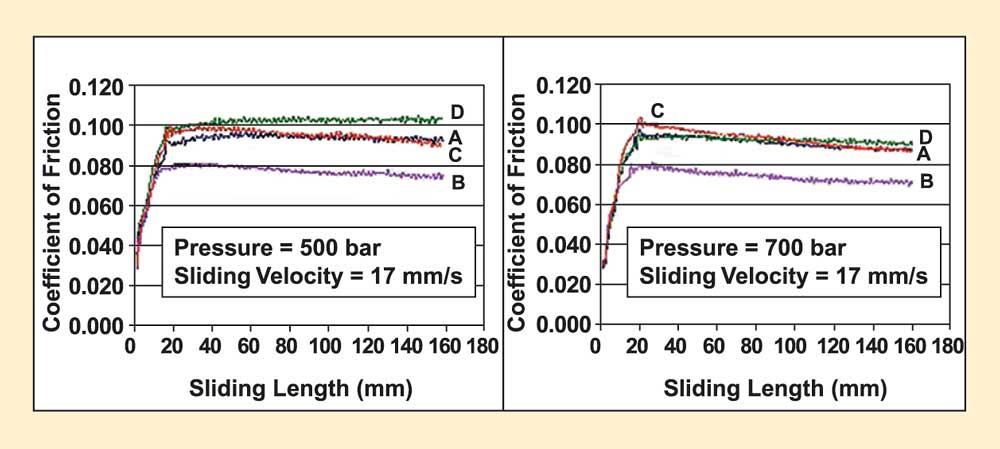
After each test, the annular tool was replaced with another tool that had been polished to an average surface roughness of Ra= 0.1 μm. The specimens were visually inspected after each test to determine whether the surface finish changed considerably during the test. The normal pressure and the transmitted torque were used to obtain the coefficient of friction for each lubricant.
The test determined the average coefficient of friction (obtained from three specimens) for the four lubricants at two different surface pressures (see Figure 3 ). The TCT’s performance ranking of the four lubricants was similar to the results achieved with other tests developed at the ERC/NSM.
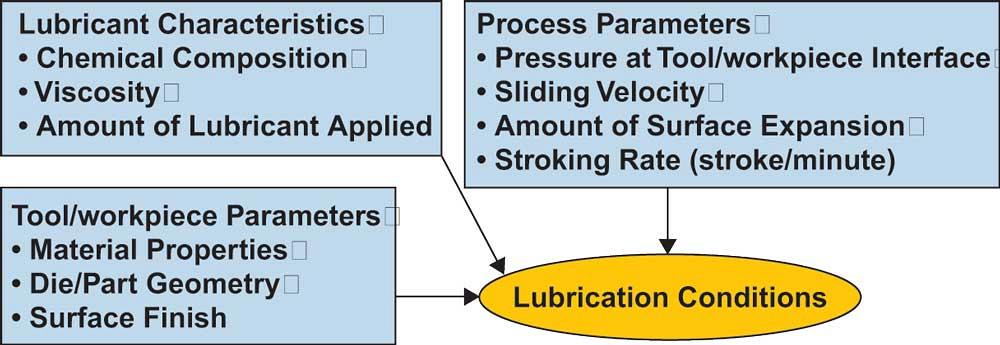
Figure 1
Lubrication conditions are determined mainly by lubricant characteristics tool/workpiece parameters, and process parameters.
The TCT is useful and practical for testing lubricant characteristics (chemistry, viscosity, extreme pressure, and EP additives) and ranking the lubricants. However, it doesn’t replace technological tests, such as the guiding zone friction tests, that emulate friction and lubrication conditions in stamping and tube hydroforming operations.
Process-oriented tests, such as strip and ironing test for stamping and sliding and expansion tests for tube hydroforming, are still necessary to evaluate lubricant performance under friction conditions that closely emulate production conditions.
About the Publication

subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

Seth Feldman of Iowa-based Wertzbaugher Services joins The Fabricator Podcast to offer his take as a Gen Zer...





{kind=link}