















Editor-in-Chief

Metal fabricators are a fearless lot in many ways. They take on challenging jobs that may be of an incredible size or call for something that the shop hasn’t quite done before, and they typically do it in tight turnaround times. But ask them about undertaking a software migration, and those same folks might just shudder. No matter what type of fabricating or organizational skills a shop may have, working with new software never seems to be easy.
Hi-Tec Profiles Inc., Regina, Sask., has been facing this challenge routinely over the years as it has grown since its founding 23 years ago. The shop started out in a 12,000-square-foot space with one shear, one press brake, and one torch plasma table. It had five employees, including the president and vice president, and mainly served the agricultural customers that dot the landscape in western Canada. Today the fabricator has 70 employees and a roster of equipment that would rival any of the largest operations in North America: 11 laser cutting machines (three of which came with the acquisition of a nearby competitor), one tube laser, two plasma cutting tables, nine press brakes, and two plate rollers. Hi-Tec President Darren Carroll said the shop pumps out about 2 million to 2.5 million pounds of steel parts per month.
That growth has spurred Hi-Tec to take a closer look at its software needs over the years, and finding the right CAM software fit has not always been easy. Sometimes when things worked OK, such as in creating a parts nest, they didn’t work well enough to avoid repetitive work if nests needed to be altered. Other times, when the software was needed to do more, as expected, it didn’t live up to that potential.
Like with any tough task, the Hi-Tec team pushed forward until they found the right CAM fit for their needs. Now the shop is excited about what its software can do and what it might mean for helping streamline production processes in the future.
When Carroll and the two founding partners came together to start the business in 1995, they used a CAM package that Carroll was familiar with from previous fabricating experience. It worked well with plasma cutting, which was the sole means of cutting back then, but when Hi-Tec started laser cutting about two years later, it learned that the software’s nesting capabilities weren’t necessarily as strong as was needed for its new cutting methods.
The shop migrated to the CAM and nesting software that accompanied its new laser cutting machines, and it had success with that for a bit. It was reliable and easy to use, but it wasn’t dynamic.
“It was the simplest software available, but it didn’t take that next step where it thought for itself. In particular, this was an issue with something like combining nests. You could do it, but it was a lot of manual work,” Carroll said.
For instance, Carroll described the ordeal of having a nest with 50 different parts on it that needed to be reconfigured. This was not a quick fix. Any new parts introduced to that nest required the programmer to plug in the new part numbers. If a lot of parts needed to be added, the programmer had to spend a lot of time on this administrative task instead of programming additional laser cutting jobs.
In an effort to find a product that was more automated and could run the plasma cutting tables and the laser cutting machines, Hi-Tec looked for another CAM software package about seven years ago. The company came across a software developer with an extensive presence in the metal fabricating market and felt comfortable with implementing its manufacturing management software.
Upon installation, the software did a good job of producing nests and running the plasma cutting tables. The laser cutting machines were another story.
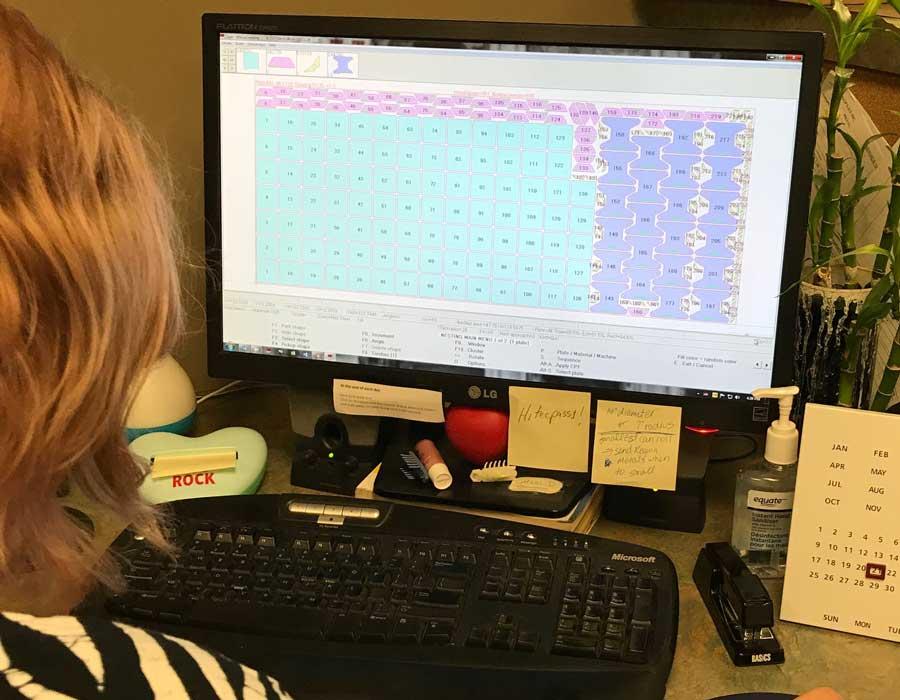
Figure 1
Hi-Tec Profiles not only creates new nests quickly and efficiently with the new software, but also makes changes to existing nesting jobs without having to spend additional effort manually inputting part numbers and other job information.
The software just wouldn’t work with Hi-Tec’s eight lasers. A promise from the software developer to make things work within three months turned into several more months with the same results. This back and forth repeated itself until Carroll finally kicked the software out of the shop in 2015.
Hi-Tec went back to one of the other finalists in its previous software search, PEP Technology Inc., around the same time and asked them to take a look at a part that was to be cut on one of the laser cutting machines.
“In a 24-hour span, they helped to get a part cut on my machine. They sent me the code, and the machine cut the part,” Carroll said.
After years of struggling to find the right software fit, Hi-Tec had found a tool that was going to make a real impact on its overall productivity.
Carroll said once the software was up and running, the results were noticeable with ordinary tasks:
Carroll said the software has added new ease and efficiency to the task of creating job orders. Now Hi-Tec personnel can take an MS Excel spreadsheet that comes from a customer; copy the part numbers from the spreadsheet and paste them into the software, which calls up the most recent versions of the part numbers if they are stored in the system; fill in the appropriate quantities for the jobs; hit the nest button; and start with the nest generation.
He said that, based on what the company was seeing in improved material utilization, he believes the shop paid for the software in a matter of months. Just the ability to combine nests efficiently and tighter and easily program nesting for remnants helped to drive down scrap waste from 35 percent to 12 percent, Carroll added.
According to Geoff Prince, national sales manager, PEP Technology, the new software delivered material savings that approached $750,000, when compared to the amount of carbon steel, stainless steel, and aluminum that was once needed to produce the same amount of parts. But Prince warned that this was only part of the story.
“A great question that fabricators can ask [software developers] is, Will your software allow us to run at the manufacturer’s recommended speed for all material thicknesses?” Prince said.
More specifically, Prince said this pertains to what the software does to determine the most efficient cutting paths:
Prince puts the annual equipment savings, related to a smaller number of jobs being run to produce the same number of parts before the software was implemented, at more than $900,000.
Carroll is sure that the software has allowed them to keep up with business following a recent business acquisition, which netted them three more lasers in addition to the three that they already had. Hi-Tec was already running three shifts, seven days per week, and it was able to incorporate the other company’s business into its own without too much difficulty. Carroll said that he brought over one parts programmer from the newly acquired company, giving him four full-time programmers.
“Out of the recession and into this time, it’s been crazy,” Carroll said. “We could not put out what we are doing if we didn’t have this software.”
Buoyed by its success with nesting, Hi-Tec has ugraded its servers so it can implement the WIP module of PEP Technology’s software. This will be the first big step in helping to modernize the creation and flow of work orders.
When fully implemented, the module will take information from the metal fabricator’s orders in the shop management system and seamlessly create the subsequent work orders and nests. The company no longer will have to worry about two sets of data entry: one in the front office and the other in the programming office. Carroll said that the WIP module also will give them a real-time look at manufacturing operations, such as available capacity on machines and material availability.
“This software upgrade will ensure that the customer is happy with us,” he said. “We are a privately owned company, and our deal is that we service the customer. Whatever the customer wants, we try to do it.
“When we say that this is the delivery date, that’s what we need to do,” Carroll continued. “So now we can contact a customer and let them know that we are ahead of the game or running late, and we can reschedule the delivery in either case. Or we’d be able to see if we could find a customer who may not need his order right away, so that we can take a rush order. This will allow us to be less reactive and more proactive.”
Hi-Tec Profiles Inc., 306-721-3800, www.hitecprofiles.com
PEP Technology Inc., 562-682-6507, www.peptechnology.com



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
Seth Feldman of Iowa-based Wertzbaugher Services joins The Fabricator Podcast to offer his take as a Gen Zer...





