















Editor-in-Chief

Figure 1
Fiber lasers create blanks in lightning fashion like no other technology before it, but their cutting prowess has only created headaches further downstream as other processes try to keep up. The first bottleneck that many fabricators are looking to solve is simply parts separation and sorting.
Seeing is believing supposedly, but fabricators increasingly can’t believe what they see on the back end of their fiber laser cutting machines.
These devices, which have reached new levels of power with the emergence of 10-kW power sources, slice through sheet metal like no other device before them. It’s not a stretch to say that a fiber laser with such power can cut ¼-in. material faster than an 8-year-old CO2 laser can cut gauge material. Fiber and solid-state technology has come a long way since the days when it was pitched solely as a tool to boost blank production of thin sheet.
After those parts leave the cutting table, however, fabricators have a problem. Whereas they used to have one person working to remove large parts and shake the small, microtabbed parts apart from the skeleton after it was delivered to a table, they now have as many as three people doing the same job. Not only is the fiber laser cutting machine moving more parts downstream rapidly, but it’s also pushing a chokepoint along with it.
Fabricators can’t believe their eyes. Million-dollar systems with material storage and handling capabilities can deliver sheet metal and remove parts and skeletons quick enough to keep pace with the fast cutting head, but people still are needed in many instances for parts separation (see Figure 1), particularly when work is moving between thin-gauge and thick materials.
“Where we are today, I see that the manufacturers seem to have the infeed side of automation figured out with towers and loading mechanisms,” said Kirk McCauley, owner of American Engineering & Metalworking (AEM) in North Canton, Ohio. “The new frontier for the machine manufacturers as I see it is to produce an economical, robust product that solves the challenges that we face on the outlet side of the machine.
“There have been some base hits with products that have been introduced,” he continued. “All of the machine tool builders have pursued this to some extent, but it’s not robust or streamlined to the point where it is able to succeed in a job shop environment. A job shop is the ultimate test for a manufacturer. Day in and day out we deal with a wide range of materials and most of all one-piece flow. One-piece flow is the test and is the pursuit for the manufacturers. If the system can work properly on one-piece efficiently, then the industry will adopt it on a mass scale.”
McCauley’s shop finds itself in a very competitive region of the country. As a result, he carefully weighs investments in machine tool automation. If it can help him to reduce his cost per part, then that investment makes sense for AEM.
Certainly other metal fabricators find themselves in a similar situation. The Fabricators & Manufacturers Association’s “2016 Financial Ratios & Operational Benchmarking Survey” revealed that direct labor costs amounted to about 13 percent of overall sales for metal fabricators. Now that pales in comparison to the fact that material costs made up more than 30 percent of sales, but it’s still significant, especially if the shop is competing against others that frankly don’t have a good handle on their own cost structures and are bidding to bring in work to keep fabrication equipment running.
Some parts-sorting automation answers are available on the market, but they come with a hefty price tag. That forces fabricators to look hard at a system that may not meet every need or still rely on humans that might take breaks, but doesn’t shut down during sorting if a part is tipped up.
Robots once could be found only in the manufacturing facilities where low-mix, high-volume production rule the day. That’s changed as robotic programming has become much more user-friendly, actually using CAD data to determine robotic movement, for example, and the cost of the units has come down over the years. It’s not that unusual to see a robotic welding cell in a 20-person job shop nowadays. Robots have proven to be a good fit for high-mix, low-volume manufacturing environments.
Of course, robots have always been good at moving things from point A to point B, so it makes sense that they would prove useful in parts sorting. For machine tool builders such as Amada, robots have proven to do the job, even in conjunction with today’s very fast fiber laser cutting machines.

Figure 2
These four mechanical arms are attached to two gantries (two arms for each gantry) and move in concert to pick up small and large parts from laser-cut skeletons. The arms can change end-of-arm tooling, say from magnets to vacuum cups, to accommodate different material or part sizes.
The key, according to Thomas Okai, an Amada senior application engineer, is the programming software for the laser cutting machine. The software’s algorithms can address possible problem areas that might prevent the part-sorting robot from doing its job. If a tight corner cut looks as if it might create a scenario where the robot might not be able to dislodge the part from the skeleton, the software will have the laser cut the corner in such a way to provide for a cleaner release. If parts can be arranged in such a way that a common-line cut can be made between them, which eliminates a remnant section and creates an easier exit for the part, the software will arrange the parts on the sheet to take advantage of that. In the end, when that pallet reaches the unload station, the programming has helped to create cutting actions that allow for the robot to remove the part with vacuum cups, unencumbered from the skeleton, and onto a stack on another pallet. All this takes place while the fiber laser is cutting another sheet.
“It’s critical to have the proper software to be able to unload these parts successfully regardless of the type of laser and material thickness,” Okai said. The Amada parts-sorting robot can work with material thicknesses from 22 ga. to 1 in.
Smaller parts are more challenging for such a parts-sorting robot. There is about 2.5 to 2.75 in. of space between the slats, and anything in the 4-in. range has the potential to tip up, which means if it’s not tabbed properly, the robot can’t pick up the part. In this case, Okai said, the software can arrange smaller parts into a kit, where they are microtabbed together and the parts-sorting robot can then remove the parts all at once, without any worries about tip-ups. Because the parts are grouped in a kit, they can be disconnected from each other at downstream stations, such as bending or welding.
Tim Brady, Amada’s punching and combination machine product manager, has an interesting take on parts sorting being that he’s witnessed more of this automation being sold with the company’s laser cutting/punching combination machines. He estimated about 60 percent of those machines are sold with parts picking and sorting automation. Admittedly, the company doesn’t sell a lot of combination machines when compared to fiber laser cutting machines, but he believes that it indicates that fabricators have an interest in this type of automation.
“That at least gives you the idea that people get it,” Brady said. “They understand that this is what they have to have. They want to get as much automation as possible.”
Switzerland-based Astes4 offers a different take on parts sorting with its Astes4Sort material movement system (see Figure 2). Instead of relying on one or two robots with a stationary base, this company’s flexible manufacturing system comprises four grippers on independently controlled arms attached to two gantries, one pair of grippers per gantry. The software drives which grippers are used to pick up parts and how the grippers coordinate the finished part picking and sorting process. For example, the four grippers can pick up one part each, or two (or four) grippers can coordinate in picking up larger or heavier parts. The software also manages the traditional load/unload operations associated with laser automation, such as picking up new sheets and using forks to remove the residual waste material to a separate location away from the finished parts.
Brody Fanning, Bystronic’s vice president of sales, has taken fabricators to Europe to see the Astes4 system in action, and he said that his company recently has sold laser cutting systems with this parts-sorting capability in the U.S. While the mechanics are well thought out, Fanning said, the system’s ease of programming really stands out.
“It simply looks at the nest data and analyzes each individual part and the overall nest. It figures out where the center of gravity of the part is, and it makes estimations of how it is going to be picked up. The system evaluates how to use the available tooling as well: Will it take one vacuum pad or two big ones? Does it require magnetic end tooling for the job?” he said. “And it does all of this instantly. There is no time lag.”
All of these calculations and motion programming are implemented with a single click.
Can it keep up with a 10-kW fiber laser cutting machine? It depends. If it has to remove a bunch of small parts, such as 3-in. by 3-in. parts, the part-sorting system will pace the operation. At that point the laser programmer perhaps can create clusters of the smaller parts that are microtabbed together, so they can be removed as one unit and sent downstream to the next fabricating operation.
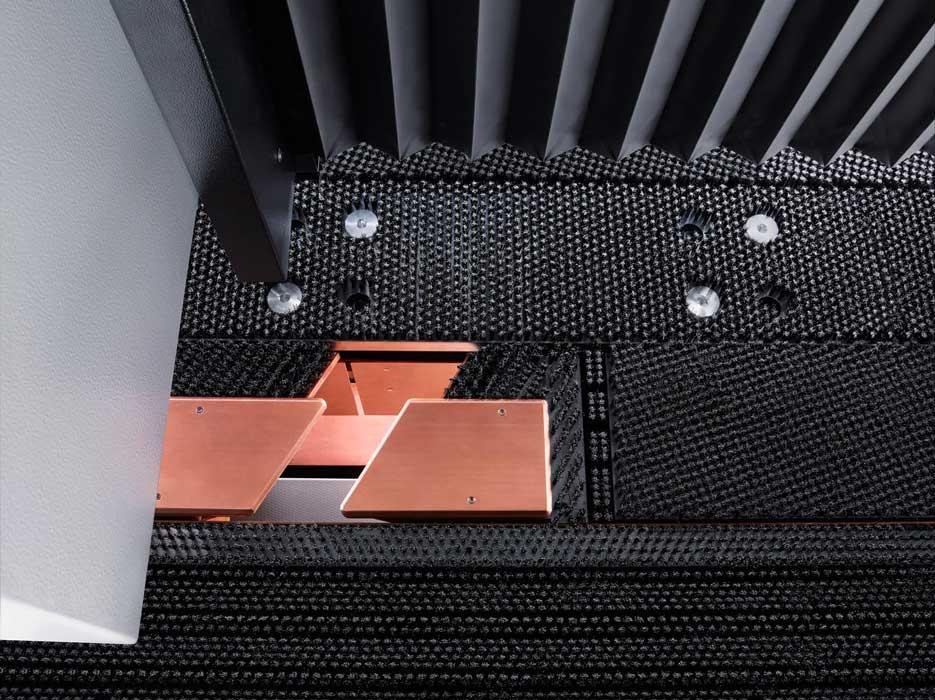
Figure 3
The copper SmartGate moves in concert with the TruLaser Center 7030 cutting head. The slides not only help to support the part while cutting, but also can change their distance from each other to create different-sized gaps for cut parts to exit the cutting table.
“So there are times that the sorting system is not as fast as the laser, and there are times that the sorting system is much faster than the laser,” Fanning said.
Astes4 officials report that the system can pick up parts just over 0.75 in. thick and as long as 26.25 ft. Fanning said that the company has come out with a more lightweight version that is designed to accommodate parts just over 0.25 in. in a bid to make it more appealing to fabricators processing primarily thinner materials.
Attendees at the 2016 EuroBLECH tradeshow got to see a new concept for a laser cutting system that unifies laser cutting and part sorting, and achieves this for parts of all sizes and thicknesses without the need for microtabs, and parts sorting and stacking. TRUMPF debuted its TruLaser Center 7030.
The equipment has been in development for almost six years, according to Ryan Welcome, an advanced technology engineer with TRUMPF. Currently several beta customers in Europe are using the TruLaser 7030 system. Another one can be found at TRUMPF’s Smart Factory in Hoffman Estates, Ill. “Most fabricators would love a system that is fully
automated and can sort parts without microjoints,” Welcome said. “The parts produced by the 7030 are cut, sorted, and ready for the next processing step in the factory.”
The first thing that a fabricator will notice is that the cutting surface is a brush table and not one comprised of slats. This helps to prevent marring the surfaces while the cutting and processing take place. The equipment has a clamping unit that grips and guides a metal sheet along the Y axis. The cutting optic moves in the X direction, but has an additional overlaying X2 axis, allowing for planetary travel in the X and Y directions with a distance of just over 2 in.
The second thing that is sure to catch a fabricator’s eye is the equipment’s SmartGate (see Figure 3). This copper gate moves with the cutting head and helps diffuse the beam. It supports the parts to eliminate tipping and provides an exit point for finished parts that are sorted into storage bins. It also directs slag and slugs into a collection tray. An ejector cylinder, which is attached to the cutting head, pushes smaller parts out in a downward motion to ensure proper separation from the skeleton. The parts are then fed down a sorting flap and into a collection bin that intercepts finished parts and redirects them into one of eight possible containers.
Another innovation within the sorting process occurs when finished parts are removed from the skeleton and sent to nearby pallets. When the laser cutting process is complete, pins from the cutting bed lift the finished parts up from the skeleton and raise them up to a pair of telescopic arms. The arms then attach to the parts with suction plates and move the parts to a nearby pallet location. Once the parts are removed, the machine resumes cutting.
Customers with a TruLaser 3000 or 5000 series machine will recognize the software that runs on the 7030, Welcome said. The part programming is responsible for not only determining the nest and cutting path, but also orchestrating the SmartGate, ejector cylinder, lifting pins, sorting bin delivery, and the telescopic arms responsible for part removal arms and palletizing.
As with other mechanical choices for addressing parts sorting in modern-day laser cutting, the TruLaser 7030 is not the answer for all fabricators. It is designed to handle parts up to 0.5 in. thick.
“The TruLaser 7030 is just one tool in our tool belt,” Welcome said. “The key is to work with our customers, identify their needs, and provide them with tailored solutions. Nothing is the be-all and end-all, but this machine is pretty close.”
So fabricators may not have the exact automation available yet that can handle a variety of metal thicknesses, can keep up with the latest fiber laser technology on the market, and is affordable, but the industry is working on it. They know what’s at stake, and they know fabricators will beat a path to their doors if they can answer the parts-sorting question.
Amada America Inc., www.amada.com
American Engineering & Metalworking, www.aemquality.com
Astes4, www.astes4.ch
Bystronic Inc., www.bystronicusa.com
TRUMPF Inc., www.us.trumpf.com



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
Seth Feldman of Iowa-based Wertzbaugher Services joins The Fabricator Podcast to offer his take as a Gen Zer...





