















Product Line Manager, Equipment Business
The next time you iron your shirt, notice how easily the iron slides over the fabric. It probably slides just as easily as it did when you bought it decades ago. That iron’s durability may come, in part, from a ceramic coating applied by the thermal spray process.
Thermal spray efficiently coats parts to protect against corrosion and wear. It is ideal for mechanically bonding dissimilar or nonweldable deposits, such as certain alloys or ceramics, and even substrates that are difficult to weld. Thermal spray also helps control surface porosity. Recent technological advancements have expanded its use across many nontraditional markets, replacing and complementing other surface coating options.
Thermal spray technology, developed in the early 1900s by Max Ulrich Schoop, Ph.D., an engineer in Zurich, has been around for more than a century. In its early stages, the process used wire flame spraying (see Figure 1) methods, also known as metallizing. This process melts pure or alloyed metal in wire form and, using compressed air, sprays the molten material at high speed onto a surface. During these early stages of its development, though, the process produced a coating of high porosity and low bond strength. In the early 1900s, the wire flame spray process still had a long way to go.
Early applications included corrosion-resistant coatings for railroad cars, naval ships, and coal barges. As the U.S. industrial scene grew, so did the popularity of flame spraying. During World War II, industry focused on churning out materials for the war effort, increasing the loads on manufacturing equipment. Other applications included coatings for elevated water tanks, fishing boats, chemical tanks and tank cars, capacitor castings, and pipe. Much improved upon today, these early thermal spray processes still are in use by many coating professionals.
Schoop’s second patent incorporated an electric arc as a production heat source, developing electric arc wire spray. In this process an arc forms from the contact of two oppositely charged wires, melting feedstock material at the tip of the wire. Compressed air atomizes the melted spray material and accelerates it onto the substrate. The rate of spray can be controlled by regulating the wire feed, maintaining a constant arc.
In the 1930s powdered metal feedstock materials entered the thermal spray arena. Based on the same operational principle as the wire flame spray process, powder flame spraying allowed for a wider use of coatings, including self-fluxing metals, resulting in a denser coating more resistant to wear and corrosion.
Through the early years, various advancements made the process more cost-effective. But thermal spray technology was still awaiting a major technological breakthrough.
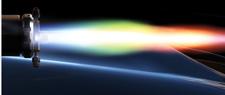
That breakthrough came in the 1960s with the introduction of plasma spray (see Figure 2), also known as atmospheric plasma spray (APS). Using powder feedstock, plasma spraying features a high-temperature (more than 10,000-K) plasma that melts and applies metal or metal-alloy coatings to a substrate. More versatile than earlier thermal spray iterations, plasma spray uses a wider range of feedstock materials, including various alloys and ceramics with higher melting temperatures.
Plasma spray’s high quality increased the spectrum of surface applications for thermal spray coatings. Today APS is used in many applications, depositing coatings on gas turbines and airframes, engine and drive trains, hydroelectric and steam turbines, and paper manufacturing rolls, to name a few.
Electric arc wire spray has evolved into a simple, fast thermal spray option for in-shop or on-site work. It does not require process water or gases except compressed air, which makes the technology extremely portable. Of course, it can use only those consumables that are available in wire form.

Figure 4: High-velocity oxyfuel (HVOF) thermal spray deposits a wear-resistant coating on a landing gear.
More consumables come in powder feedstock, and powder-based thermal spray processes have advanced significantly in recent decades. One of the most significant advances entered the market in the 1980s. High-velocity oxygen fuel (HVOF) thermal spray (see Figure 3) uses the combustion of fuel (such as propane, acetylene, or hydrogen) and oxygen to produce a hot, high-pressure flame that delivers melted powder feedstock to a surface at extremely high speeds. The speed of particle impact on the substrate produces extremely dense and tenaciously bonded coatings. The high velocity also means that the feedstock does not need to be completely molten when applied, which is ideal for composite materials such as carbides and cermets.
HVOF has opened the door to new applications previously unsuitable for the thermal spray process. In aerospace HVOF is used to apply various coatings to turbine engine fans and hot section blades, landing gears, actuators, and helicopter rotor joints (see Figure 4).
A plasma spray variant, vacuum plasma spray (VPS) is applied in a controlled, low-pressure atmosphere. Unlike APS, VPS deposits melted particles that undergo much less oxidation, resulting in a coating of considerably higher quality. This is ideal for specialized applications, one being biocompatible coatings on hip implants. VPS deposits a fissured surface coating that allows bone to grow into it, accelerating the growth of natural bone onto the surface of the prosthesis.
Older process iterations such as flame spraying produce a coating surface with more porosity, but recent advances have reduced this porosity greatly. To understand why, it helps to know exactly what occurs as the thermal spray material deposits on a substrate.
The liquid or molten coating particles impact the surface at high speed, which causes the particles to deform and spread like pancakes. The sprayed coating is built up as the gun traverses repeatedly over the surface in a series of passes. In modern process iterations, a typical pass might be between 10 and 20 micrometers thick (see Figure 5).
Heat from the hot particles transfers to the cooler base material. As the particles solidify, they shrink and bond to the roughened base material. As they shrink, they can leave behind tiny pockets of porosity. Also, oxides can form during the time between passes on the outer surface of one layer. This oxidation can be minimized by spraying in a vacuum or inert atmosphere, as in the VPS process (see Figure 6). Porosity has been reduced dramatically by reducing the particle size in the spray itself, increasing spray velocity (as with HVOF), and by changing how the coating chemicals react during application.
Plasma spray coatings can have porosity levels as low as 1 to 2 percent, depending on the application. But advanced HVOF-applied coatings produce extremely dense layers with porosity less than 0.5 percent, and controlled-atmosphere plasma spray can be near fully dense.
Recent coating advances have made porosity nearly nonexistent—and this includes the use of a special class of self-fluxing alloys. These are generally alloys of chromium, iron, and nickel that contain a substantial amount of temperature suppressants, such as boron and silicon. Some partial formation of intermetallic phases occurs during the spray process. Once deposited, the coating then can be fused with various methods, including a furnace, laser, electron beam, or (most commonly) a simple acetylene torch.
This fusing of the coating causes a complete material transformation and the formation of hard silicide and boride phases. At a certain temperature, diffusion into the substrate also occurs, improving bonding. This nearly eliminates all porosity and prevents any interconnected porosity from forming.
Thermal spray coatings rely primarily on a mechanical or interlocking bond between the coating and substrate. This means that careful cleaning and pretreatment of the surface prior to coating are extremely important. To remove contaminants, manufacturers may use dry abrasive blasting and brushing. Or they may dip parts into a cleaning solution, as done in vapor degreasing or (a more drastic procedure) acid pickling. Oven baking may be used for elements made from porous materials that absorb oil and other substances during manufacturing. Ultrasonic cleaning can be used for some parts that have contaminants lodged in confined areas.
Figure 6: Earlier iterations of thermal spray left behind pockets of oxide particles, unmelted particles, and porosity, but process advancements have greatly reduced or eliminated these effects.
Surface roughening to ensure the proper bond typically involves using grit blasting with dry corundum, a crystalline form of aluminum oxide. So critical for the process, roughening creates microscopic peaks and valleys on the substrate, effectively increasing the bond area. It also promotes interlocking laminations, creating a stronger mechanical bond. Think of interlocking gear teeth, but on the microscopic scale. This is why materials suitable for thermal spray include those that are generally 55 HRC or less in hardness, which can be blasted effectively for roughening.
Other materials such as chilled iron, steel grit, and silicon carbide are used for special preparations of substrates with higher hardness. Specially developed maskants—a protective coating that can withstand the processing forces—prevent the application of grit and coating where it is not wanted or needed.
The right surface treatment also produces compressive stresses that compensate for the coating’s internal stresses. Hot particles contract as they impact the cool substrate surface, and such shrinkage gives rise to internal coating stress. Substrate surface temperature also plays a role. Having a substrate that’s properly cleaned, roughened, and at the right temperature can help balance stresses and produce a better, long-lasting coating.
Because many sprayed coatings have an inherently rough finish, it is often necessary to postprocess the surface. Depending on the coating applied, the surface can be worked by conventional machining or can be ground and lapped to the final dimension. Other postprocessing methods are hot-isostatic pressing and shot peening. Some applications call for sealing operations to fill the pores and micro-cracks, providing additional corrosion resistance.
If the history of thermal spray technology shows us anything, it is that the coatings landscape is constantly evolving, producing advances to suit an ever-growing list of applications. Because of environ- mental restrictions as well as operator health and safety concerns, some companies have been looking for alternative surfacing technologies. For example, major aircraft manufacturers have used HVOF coatings to replace hard chromium plating on various landing gear components.
Advanced thermal spray technologies can be used to do more than apply coatings for wear and corrosion resistance. As just one example, a specialized coating developed for cylinder surfaces minimizes piston friction and mechanical losses, enabling more compact and lighter-weight engines to be used. This helps reduce fuel and oil consumption in both diesel and conventional gasoline engines.
As the thermal spray process continues to change, so does the market landscape. New applications can arise, and market focus can shift. The good news is that thermal spray has made great strides since its inception in the early 1900s. From electric arc wire spray to HVOF technology, various process options provide durability and protection against wear and corrosion in myriad applications—from complex aircraft landing gears to the simple clothes iron.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
Patrick Brunken, VP of Addison Machine Engineering, joins The Fabricator Podcast to talk about the tube and pipe...






{kind=link}
{kind=link}
{kind=link}
{kind=link}