















Using plasma to heat-treat small-diameter tube, pipe
Speed, efficiency make plasma a viable option
Editor’s Note: This article was adapted from Rogelj et al., “Plasma Annealing of Thin-Wall and Small Diameter Tubes,” in proceedings from Pipe & Tube Nashville 2012, June 26-28, Nashville, ©2012 by the Fabricators & Manufacturers Association and International Tube Association.
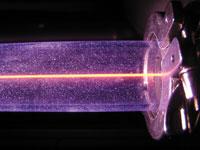
Plasma has been used to fabricate metal for many years, both for cutting and welding. Gaseous matter that is electrically charged, or ionized, plasma is fundamentally different from other gases because an electric field can be used to accelerate it and direct it at a target. This is what happens in a plasma annealing chamber—an electric field accelerates ions toward the surface of the processed material and electrons toward the edge of the heating chamber.
Electrons have virtually no mass and carry no energy, and therefore do not heat the plasma chamber; only the radiation from the material’s surface conveys heat to the chamber. In other words, plasma annealing is an efficient process for heating the material, resulting in only a very small percentage of power lost as heat dissipates to the environment.
Bombarding the material’s surface with ions has three effects: heats it, smoothes it, and cleans it. For small-diameter tubing up to about 0.25 in. (6 mm), plasma can be a viable option for annealing.

Anatomy of a Plasma Annealer
A typical plasma annealer has four main components (see Figure 1):
1. Machine frame. The frame is a steel structure, usually in a horizontal configuration. A guiding rail is fitted to the frame to allow horizontal adjustment of the heating module, sealing system, and dwell module. This simplifies the string-in procedure, which can be done in a few minutes.
2. Sealing system with vacuum pumps. The sealing system and vacuum pumps prevent air from entering the heating chamber, thereby maintaining a low-pressure, inert gas atmosphere. The sealing system does not touch the processed material, which prevents seal wear and compromise of the material surface. The vacuum system removes gas that has been contaminated with the surface deposits; the filters trapsolid particles, and the rest of the contaminated gas is sent to the unit’s exhaust pipe.
3. Power supply and heating module. The power supply has a PLC to ensure appropriate power input during the operation. Several heating modules with power supplies can be installed in the annealer to meet the heating requirements of specific applications.
The time at annealing temperature required for recrystallization, also known as dwell time, varies by material. The dwell module is manufactured to the appropriate length to provide the dwell time necessary to achieve the desired crystalline profile.
4. Cooling section with gas supply. The cooling section can use water, gas, or both, depending on the type of material and surface requirements of the finished material.
A plasma annealer for production of tubes can be equipped with an inline defect-detection system, which records the location and indicates the size of any puncture in a tube wall. The PLC can detect a drop in pressure in the vacuum system and record it in a database.
Plasma Annealer Characteristics
Space. The nature of plasma annealing enables the process to heat the material quickly. Because it brings the material up to temperature in a short time, it usually requires just one furnace, rather than a multiline configuration. This reduces the investment in transport systems, payoffs, and take-ups and uses less floor space.
Speed. A plasma annealer can run fast enough to keep up with a drawing machine or a coating process, which can simplify production to a one-pass-through process and reduce material handling.
Electrical Efficiency. Because plasma can be directed to a target, the process wastes little energy. The energy efficiency, which is measured as heat induced to the material versus the total amount of power the annealer consumes, is usually 70 to 85 percent, depending on the material.
Purging Gas. Where a traditional furnace might use several lines, a plasma annealing furnace uses just one and therefore uses less purging gas. Further, a plasma unit feeds the gas at low pressure, resulting in less gas escaping from the system.
Maintenance. No part of the plasma annealer touches the processed material, which minimizes wear and prevents contamination of the material surface.
Maintenance involves changing the vacuum pump filters and the oil in the vacuum pumps at regular intervals. The electrode and protective glass tube in the heating module have to be cleaned regularly.
Because plasma annealing doesn’t generate much excess heat, the annealer doesn’t require a long cool-down time before maintenance actions can be performed.
Material Characteristics
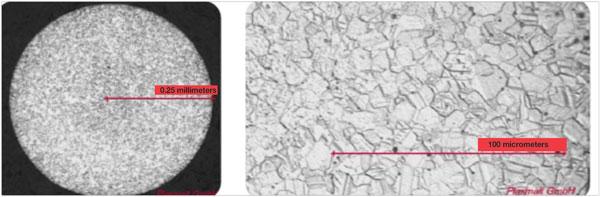
The rapid heating and reduced recrystallization time result in a small grain size and a homogenous grain structure in both longitudinal and transversal directions, which improves the material’s cold-working characteristics—better drawability and improved resistance to cracking (see Figure 2). Annealed materials with a small grain size also have improved resistance to surface cracking during bending processes. This benefit is critical in applications that require tight-radius bends, such as heating elements.
The process also provides surface treatment. Dirty deposits, soaps, lubricants, and oxide layers break down under the ion bombardment in the plasma chamber or burn at high temperature. The ashes (carbon) are removed from the plasma chamber by the vacuum system and trapped by the vacuum pump filters. Volatile components evaporate and are filtered out through the exhaust pipe.
Plasma treatment is not intended to remove excessive amounts of contaminants on the material surface; these must be removed with a conventional cleaning process. Plasma surface treatment is effective only on surfaces with minor contamination and should be regarded as a fine surface cleaning, effective only for removal of thin layers of surface deposits.
Note that some wet-drawn materials do not require a cleaning step. Wet lubricants tend to evaporate in the low-pressure, high-temperature environment of the plasma chamber and are exhausted through the vacuum system before they reach the annealing zone.
In addition to removing small amounts of contaminants, the process also can remove the thin oxide layer that typically develops on many stainless steels and copper alloys, depending on the control settings. A plasma-treated surface without the oxide layer is highly receptive to coating and usually creates a strong bond with polymers or metals. To maximize the adhesion in subsequent coating, plasma annealing is run inline with the coating process.
Steels build a thick oxide layer if exposed to an oxidizing atmosphere at high temperature. Materials that have undergone plasma treatment must be cooled down in a protective atmosphere to prevent surface oxidation. A plasma annealer is equipped with a gas cooling system that cools the material before it is exposed to the atmosphere. As the material exits the cooling section, it is close to room temperature. For stainless steels and copper alloys, this facilitates the development of a thin, invisible layer of oxide, which passivates the surface and protects the material from further oxidation. At the end of the process, the surface is free of chemicals that typically cause the surface to oxidize and its bright finish to lose its luster.
Parameter Control for a Plethora of Products
The controller allows the operator to adjust the annealing temperature to a high degree of accuracy by changing the input power. Because plasma annealing doesn’t require a lengthy amount of time to heat up or cool down to the new temperature, the operator can quickly tailor the mechanical properties of each lot of tubing. This enhances the efficiency of manufacturing existing products and developing new ones, especially for high-tech applications in fields such as medical, aerospace, automotive, and precision mechanics.
About the Publication

subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

Seth Feldman of Iowa-based Wertzbaugher Services joins The Fabricator Podcast to offer his take as a Gen Zer...





{kind=link}