















Founder
There's always plenty of variability in a manufacturer's quality department. Establishing a guaranteed turnaround time (GTT) helps mitigate those variables, ensuring on-time delivery of quality products. Getty Images
“Quality” is often thought of as a function, a department on the shop floor that’s in charge of inspecting pieces per customer requirements. We set quality by creating standards for a quality process, and then measure and monitor whether those standards are achieved.
However, in a high-performance organization, quality is not really about quality. It is about the customer delivery system—a designed overall process that connects all specific processes required to deliver products to customers. Value streams created in the proper manner (by using design principles, not kaizen or brainstorming) yield the customer delivery system.
A customer delivery system has two main components: material flow and information flow. Material flow means how material moves from receiving through all of our processes to shipment to the customer; information flow means how information flows to ensure the material is always moving at the designed rate. Material and information flow should always move forward toward the customer without any stoppages, backflows, rework, or needed clarification.
Since quality (both at the process and at inspection areas) affects both of these flows, it is a significant part of the customer delivery system, so every employee should know quality in terms of its effect on customer delivery, brand reputation, market share, and business growth.
One key purpose of a customer delivery system is to define normal flow for material and information through the quality process. By defining normal flow, we also define abnormal flow, which is any deviation from the normal design.
Knowing what to do when flow becomes abnormal, without the need for management intervention, defines what a high-performance operation is. This concept applies to quality checks at the process, inspection areas, and quality departments. Once we define abnormal flow, we can move to how abnormal flow is defined and identified visually, and what actions the workforce should take when abnormal flow exists, all without the need for management intervention.
The result of all these efforts is the creation of a guaranteed turnaround time (GTT) through the central quality process, which is a designed time for parts to come out of quality as long as they have been received by a certain time. A GTT is mathematically calculated using the concept of the interval (or how long it takes to cycle through the part numbers in a product family) in mixed-model production. Designing the GTT with a mathematical approach eliminates the need for prioritizing, expediting, scheduling, and management intervention.
Designing a GTT through central quality involves considering variables such as the number of product families that are required to pass through the area; the takt time for each product family; and the machine load, uptime, and interval. Because central inspection is a shared resource, it is especially critical to understand the number of families that require time on the process.
All of these elements are then calculated to understand how long it will take to cycle through the products in each product family at central inspection, based on the customer demand requirements across all product families. When applied to a central inspection process, the end result of these calculations is a GTT through central inspection just based on the design of material and information flow: no meetings, phone calls, or management necessary.Having a GTT at central inspection means you are able to involve quality directly in the system you use to deliver your products to customers, and even share your quality lead time with customers too. Imagine being able to tell a customer that once their product lands at your central inspection process, it is guaranteed to be processed within three days, and that the remaining processes downstream from central inspection have a guaranteed turnaround time of six days. With multiple GTTs for different segments of the flow, it simply becomes a matter of adding them up to promise an overall turnaround time—a powerful selling point for customers.

The variables abound in a quality department. Establishing a guaranteed turnaround time helps mitigate those variables, ensuring on-time delivery of quality products. Image provided
Implementing a GTT at a central inspection process can be challenging, goes beyond simply calculating the GTT itself, and is only the first step in truly embedding quality into the customer delivery system. The next step is to ensure everyone who works in the quality process understands his or her role in it from end to end, when the flow is normal and, especially, abnormal.
In addition to working on the activities that grow the business, leadership is also responsible for making sure the workforce is educated in the customer delivery system that has been created and quality’s role in supporting it. This includes understanding what normal and abnormal flow mean at the central inspection process, and where that process fits in with the overall, end-to-end flow.
To assist with this, leadership can focus on asking the workforce the right questions. Specifically, management can ask questions to which they already know the answers. While this may seem counterintuitive, the point of this exercise is not for management to understand how flow through the quality area works; they should already know this based on the design established for normal flow and abnormal flow. Rather, the intent is to ensure that the workforce understands the flow by being able to answer management’s questions. Any gaps uncovered during this process can then be addressed going forward through additional education.
More than just understanding normal and abnormal flow, management also can use this exercise to determine if the workforce understands the customer impact that having a repeatable GTT at central inspection provides. This goes beyond the day-to-day workings of the flow and looks to the medium- and long-term impact that regularly satisfying customer requirements, particularly through a challenging area such as inspection, can deliver. This includes expansion with current customers, access to new customers, and growth for the overall business.
Imagine walking up to the quality process and seeing a sign or large banner hanging over it that says, “Welcome to the Inspection Area. Our GTT is 2 Days.” This means that any parts in the incoming lane by 2 p.m. are guaranteed to be processed and delivered two days later by 2 p.m. Not only does this notice engage the workforce, it aligns them to the delivery of the product and allows them to know if they are on time to that delivery. The result is reliable delivery of products through the quality department, day in and day out, all without management intervention—the exact recipe for a high-performance organization.
In order for everyone who works at the central inspection process to understand what normal flow is and how it fits into the overall customer delivery system, first we have to design normal flow. How might this work at a central inspection process, where multiple organizational functions and managers are competing for time on the same machine and everyone regards “their” products as the most important?
Consider an inspection cell with multiple first-in, first-out (FIFO) lanes. The order of processing might say to process one job at a time from a lane before moving on to the next one, or to process two jobs from a higher-volume lane and only one from all the others. The specifics will vary depending on the implementation, but the key is that the way you cycle through the multiple FIFO lanes ensures the designed GTT is hit at the central inspection process for each product family, every time.
Once the design of normal flow is understood by each employee, responses to abnormal flow can then be developed and standardized in a way that allows the employees working in the flow to correct issues when, or even before, they arise. With this standard work for abnormal flow in place, it can then be made visual, and the same things done for the inbound FIFO lane to inspection can be done for the outbound FIFO lane from inspection.
When the inbound and outbound FIFO lanes through central inspection are structured so normal flow and abnormal flow are visual, it becomes very easy for everyone to see if the inspection is on track or if something went wrong and the GTT will not be achieved.
Once you determine what constitutes abnormal flow at the central inspection process (and abnormal flow could have different thresholds, depending on which product family you’re looking at) and make it visual, you can empower the workforce to take steps when abnormal conditions arise and even do so without the need for management intervention. For example, part of the standard work for abnormal flow could be that if parts in a certain number of FIFO lanes have backed up into the red zone, thereby signaling that the flow has become abnormal for those families, the second shift could be called in early—again, without consulting management.
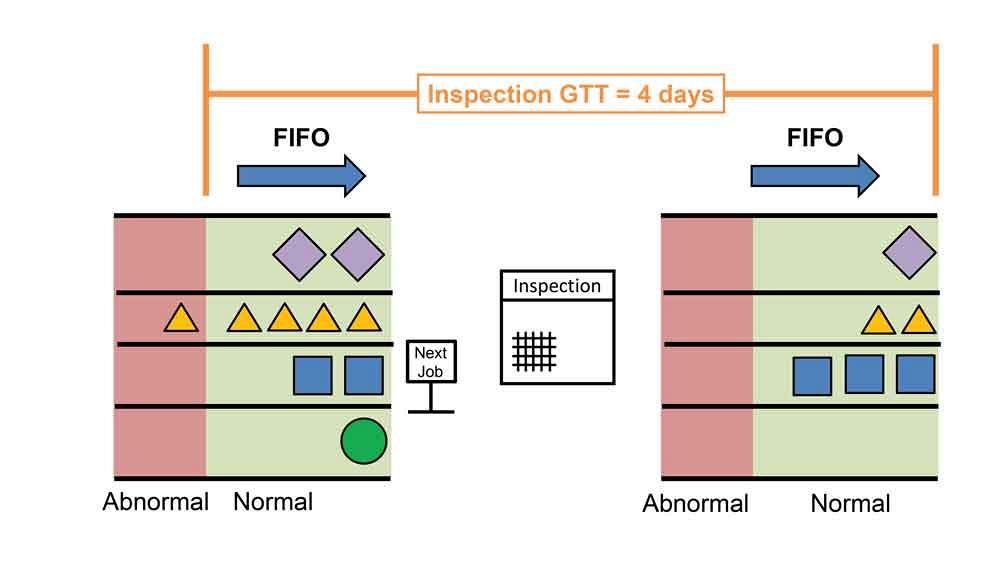
An inspection process can be connected to the rest of the customer delivery system by multiple FIFO lanes. A sign that says “next job” can tell the workforce which FIFO lane to process next.
The reason this would be possible is because prior to creating this visual system, everyone will have agreed, based on an analysis of customer requirements, that if a certain number of FIFO lanes feeding central inspection are in the red zone, the best way to catch up is to call in the second shift early. Once this determination has been made, it is simply a matter of making it easy for the workforce to understand when the central inspection process has reached this threshold—hence the need for strong visual indicators for normal and abnormal flow.
With the workforce empowered to take actions to correct abnormal flow on their own, leadership no longer has to spend time managing the flow whether the flow is normal or abnormal. Instead, management can spend time working on the activities that grow the business and ensuring the correct behaviors are in place among the workforce to drive quality throughout the organization.
Kevin Duggan is founder of the Institute for Operational Excellence, North Kingstown, RI.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





