















Contributing Writer

El primer día que usan una nueva prensa dobladora, los operadores se comprometen a una batalla que durará el tiempo que la prensa permanezca en servicio. Desafortunadamente, muchos no sabrán que se han comprometido con esta lucha y descubrirán por las malas que no se han preparado adecuadamente para ella.
Esta batalla interminable es contra los choques de piezas: las piezas formadas chocan con prácticamente todas las superficies de la máquina, incluida la cortina (viga superior), la cama (viga inferior), las herramientas y, potencialmente, el tope trasero.
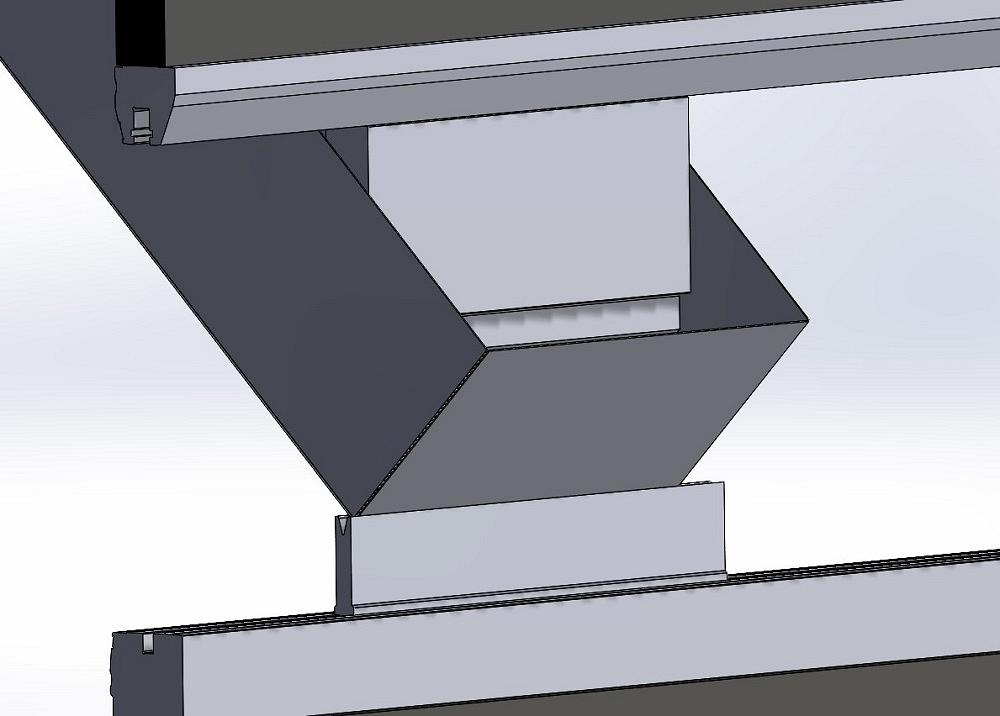
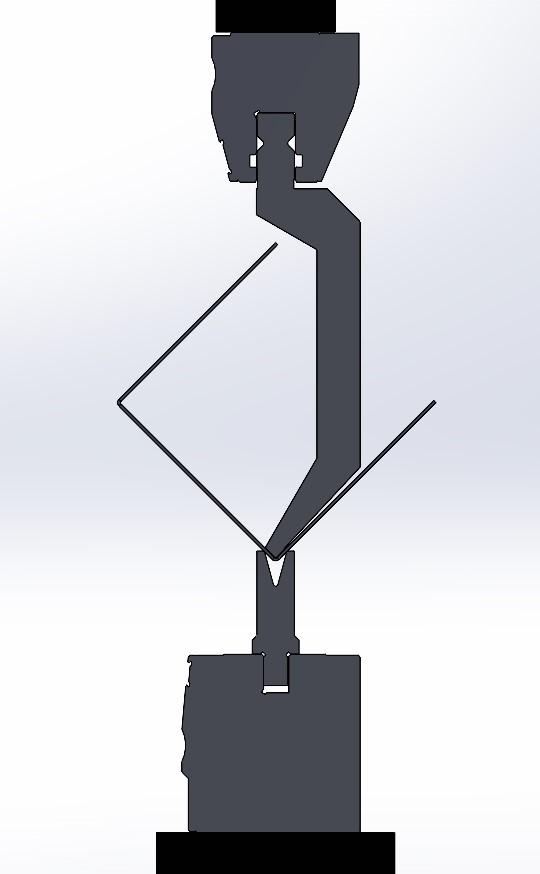
Algunos de los choques más comunes ocurren durante el doblado de piezas muy profundas en forma de U, así como piezas largas con bridas de retorno que terminan golpeando el pistón (consulte la Figura 1).
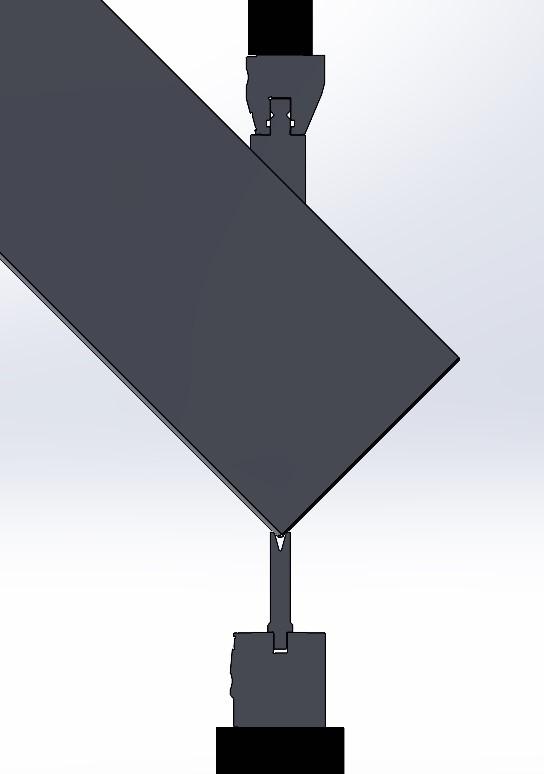
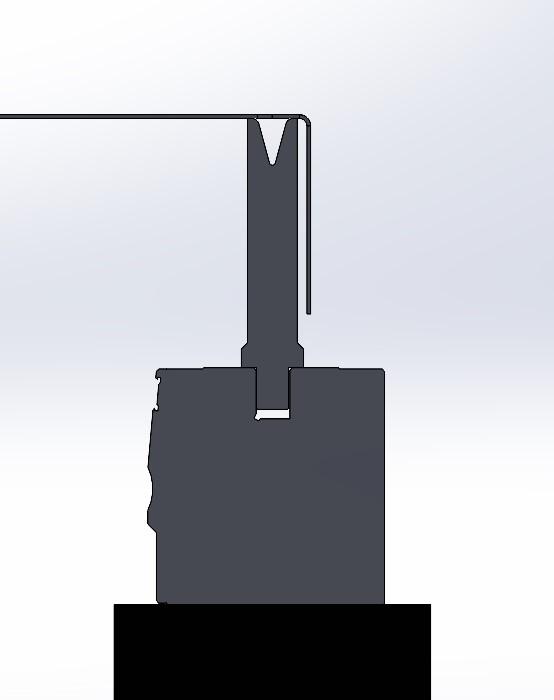
El tipo de colisión más común ocurre cuando la pieza choca con el punzón. Esto sucede a menudo con piezas que tienen una brida de retorno larga o una secuencia de doblado complicada, o con piezas como marcos de puertas que tienen bridas de retorno proyectadas hacia los lados frontal y posterior del punzón (consulte la Figura 2). La Figura 3 muestra otro ejemplo típico: una caja profunda chocando con el sistema de sujeción.
Si usted ha pasado una cantidad significativa de tiempo operando una prensa dobladora, probablemente haya experimentado todas estas colisiones y muchas más. Afortunadamente, hay estrategias que puede seguir para maximizar la libertad de doblado mientras minimiza los choques que dañan las piezas y, por supuesto a la prensa misma.
Cuando compre una prensa dobladora nueva, siempre adquiera una máquina con la mayor altura abierta posible entre la parte inferior de la cortina y la parte superior de la cama. El tamaño de esta área de trabajo determinará cuánto puede poner en él y, por lo general, no se puede cambiar (consulte la Figura 4).
Las prensas dobladoras con alturas abiertas de 20 pulgadas se han vuelto comunes, mientras que múltiples fabricantes ofrecen máquinas con 25.590 pulgadas de altura abierta e incluso más. Estas máquinas permiten el uso de combinaciones de punzones, dados, extensores de punzones y elevadores de dados extremadamente altos que brindan una gran versatilidad al doblar piezas profundas en forma de U, piezas de cuatro lados y placas gruesas (consulte la Figura 5).
Invierta siempre en la combinación de herramientas más alta que permita la altura abierta de su máquina. Cuanto más alto es un punzón o matriz, más versátil es. No hay nada peor que comprar una herramienta corta y darse cuenta meses o incluso años después que no se utilizará para lo que usted necesita producir. En este caso, quizás deba comprar una versión más alta del mismo punzón y entonces habrá desperdiciado el dinero que gastó en el punzón más corto.
Si su prensa dobladora tiene una altura abierta limitada, es posible que no pueda formar algunas de sus piezas porque las herramientas requeridas son simplemente demasiado altas. Si su máquina tiene un portapunzones manual, intente cambiar a uno de perfil bajo para obtener una altura abierta adicional.
Si la máquina tiene un sistema de coronado manual, también puede reemplazarlo temporalmente con un portapunzones de bajo perfil. Desafortunadamente, al hacerlo perderá la capacidad de compensar la desviación que ocurre naturalmente en la prensa dobladora durante el doblado. Esto puede hacer que sea necesario calzar manualmente los dados para lograr curvas precisas.
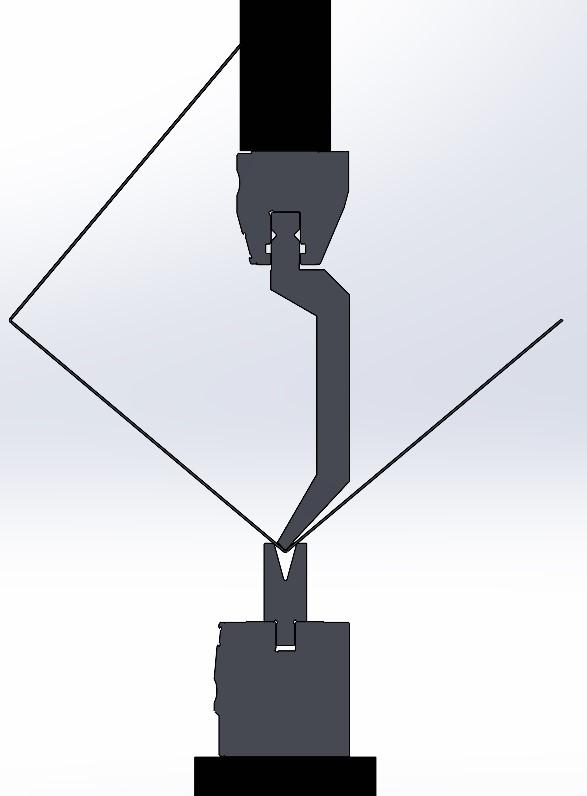
FIGURA 1. Una pieza profunda en forma de U choca con el pistón.
Como cualquier operador experimentado sabe, el calce de dados puede llevar mucho tiempo y requiere una técnica que es muy difícil de enseñar. Como tal, esta opción debe usarse solo como una medida provisional para ayudarlo a completar el trabajo y luego recargar su sistema de coronación para el próximo trabajo.
Asegúrese de dejar suficiente espacio de trabajo entre los punzones y las matrices. Esto debería permitir una fácil manipulación de la pieza durante la secuencia de doblado y una fácil extracción de la pieza cuando haya terminado.
Cuando sea posible, mantenga al menos 4 pulgadas de espacio de trabajo entre el punzón y la matriz cuando doble piezas de tamaño pequeño a mediano hechas de materiales de calibre ligero, y 6 pulgadas o más cuando doble cajas y piezas de cuatro lados. Por supuesto, las piezas con secuencias de doblado complicadas y las que están hechas de placa gruesa pueden requerir aún más.
La longitud de la carrera debe ser igual a por lo menos el 50% de la especificación de altura abierta de la máquina. Por supuesto, el sistema de sujeción, los punzones, los dados y el sistema de corona o portadados (el que corresponda) consumirán un gran porcentaje de la altura abierta cuando se instalen.
Al doblar materiales entre los calibres 22 y 10, tenga suficiente longitud de carrera para que el punzón llegue a la parte superior del portadado cuando todos los componentes, excepto los dados estén instalados. Esto asegura una longitud de carrera suficiente para alcanzar la parte inferior de la abertura en V en cualquier dado. También es una buena práctica no hacer funcionar los componentes de transmisión hasta el final de la carrera.
Tenga en cuenta que esta regla no es práctica cuando se dobla una placa gruesa sobre grandes aberturas de dados en V. Pero nuevamente, cuando se trabaja con material de calibres entre 22 y 10 puede ser una buena práctica a seguir.
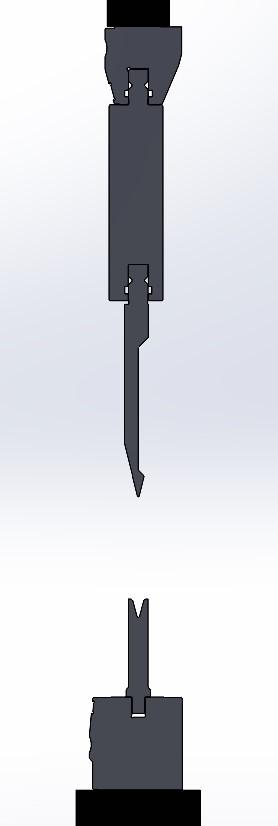
Si está doblando piezas de cuatro lados como cajas y bandejas, tenga mucho cuidado al seleccionar el punzón. Su deseo debe ser evitar que los lados de las piezas se muevan hacia la cortina o el sistema de sujeción cuando doble el tercer y cuarto lado (vea la Figura 6).
Debido a los requisitos extremos de altura de las herramientas para formar estas piezas, es posible que no tenga un punzón lo suficientemente alto para doblarlas. En estos casos, es posible que necesite un punzón especial extremadamente alto hecho específicamente para el trabajo. Otra opción, generalmente menos costosa, es usar un extensor de punzón combinado con un punzón estándar. Los extensores de punzón también pueden tener más valor, ya que pueden usarse para formar otras partes en el futuro.
Para determinar la altura requerida del punzón (o combinación de punzón y extensor) para doblar una pieza de cuatro lados, multiplique la profundidad de la pieza por 1.7. Considere que esta regla no se aplica a las prensas dobladoras equipadas con un sistema de sujeción de uso pesado. Medidos de adelante hacia atrás, estos sistemas son mucho más anchos que los sistemas de sujeción estándar y, por lo tanto, crean una zona de interferencia mucho más amplia. Si tiene un sistema de sujeción de uso pesado y considera que puede haber una colisión, comuníquese con su proveedor de herramientas para prensas dobladoras para averiguar qué soluciones puede haber.
Siempre considere la ubicación de los dobleces en sus piezas antes de doblar. Por ejemplo, ¿tienen alguna lengüeta o doblez desplazado que esté muy adentro de la hoja desde los bordes creando así una brida larga hacia abajo? Si es así, necesitará un dado alto para evitar que la brida inferior choque con el soporte del dado o la cama de la máquina (vea la Figura 7).
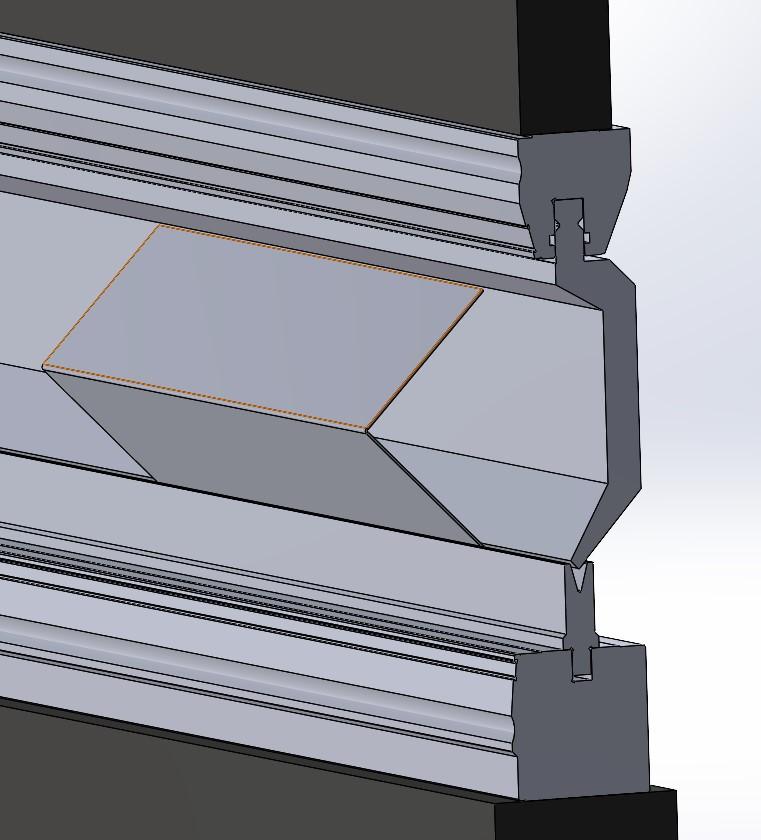
FIGURE 2. Una brida de retorno choca con el área de alivio en un punzón de cuello de ganso.
Casi todos los fabricantes de herramientas para prensas dobladoras ofrecen dados más altos, elevadores o portadados estándar que le permitirán elevar la altura de sus dados más arriba de la plataforma de la máquina. Sin embargo, antes de comprar estos artículos, verifique que el tope trasero de su prensa se pueda elevar a la ubicación más alta del dado.
Si programa sus piezas fuera de línea antes de enviar el trabajo a la prensa dobladora, usted tendrá a su disposición una herramienta muy poderosa. Las simulaciones de doblado exponen partes que causarán choques y ofrecen alternativas antes de que experimente choques en la prensa dobladora.
Por supuesto, es posible que usted pueda realizar las mismas simulaciones en el controlador de su prensa dobladora. Sin embargo, al hacerlo la máquina se atascará cuando podría estar doblando piezas.
Un factor que contribuye a los choques de piezas es el enfoque principal de los fabricantes de herramental para prensas dobladoras en las dimensiones críticas del herramental que afectan la precisión de doblado. Estos incluyen la altura de trabajo, los radios de la punta y el ángulo de la punta en los punzones, junto con la altura de trabajo, el ancho de la abertura en V, el ángulo de abertura en V y los radios del hombro de la abertura en V en los dados. Ciertas áreas de la herramienta, particularmente aquellas que no se enganchan con el material durante el doblado, fueron (y algunas aún lo son) maquinadas con tolerancias más abiertas.
Por supuesto, el mecanizado adicional agrega costos, y los usuarios finales a menudo se conforman con hacer pequeñas correcciones de ángulo a mano cuando las piezas de calibre ligero experimentan un choque menor con las herramientas. Sin embargo, con la demanda cada vez mayor de piezas de mayor calidad y mayor productividad, muchos fabricantes de herramientas para prensas dobladoras han tenido que ajustar las tolerancias en estas áreas para eliminar los desajustes de una herramienta a otra.
Recientemente ha surgido una nueva tecnología denominada smart tooling (herramientas inteligentes) en la que cada herramienta y el contenedor en el que se envía están equipados con un código DM. Esto hace posible escanear herramientas individuales o todas las herramientas al mismo tiempo usando un teléfono móvil (ver Figura 8). Después de escanear, tiene acceso inmediato al gemelo digital exacto de cada herramienta y sus especificaciones completas.
Los archivos de datos se pueden cargar en la nube y luego en el control de su prensa dobladora. Los portaherramientas equipados con un módulo Bluetooth también pueden transferir los datos de las herramientas directamente al control de la prensa. Esta tecnología ayuda a mejorar la simulación de doblado, ya que todos los cálculos para evitar choques se basan en datos de herramientas precisos, no en suposiciones. También tiene numerosas posibilidades de aplicación para el control y la gestión del inventario de herramientas.
Las herramientas inteligentes pueden ser una pieza importante del rompecabezas para evitar choques. Combinando la simulación de doblado, las herramientas y los accesorios adecuados, su lucha contra los choques de piezas finalmente podría llegar a su fin.


FMA Communications ha introducido al mercado la edición en Español de la revista The Fabricator. Esta versión consiste del mismo tipo de artículos técnicos y sección de lanzamientos de nuevos productos que actualmente presentan el personal de primera categoría de Fabricator en Inglés.
start your free subscriptionSeth Feldman of Iowa-based Wertzbaugher Services joins The Fabricator Podcast to offer his take as a Gen Zer...






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}