















Servo Press Scientist

Calcular los tonelajes de la prensa al dimensionar la capacidad de su prensa para hacer trabajos puede ser confuso y más complicado que lo que puede parecer al principio.
Cada material muestra cierta resistencia a ser deformado. En operaciones de estampado, esta resistencia y otras fuerzas que se oponen al movimiento deben ser vencidas por la prensa. En otras palabras, las fuerzas o tonelajes que una prensa puede resistir y aplicar deben ser mayores a aquellas requeridas por el proceso de formado. Para seleccionar correctamente el tamaño de una prensa, los estampadores deben entender diferentes conceptos.
Aun cuando no es obvio a simple vista, cada prensa sufre deformaciones elásticas durante un proceso de conformado. El tonelaje máximo que una prensa puede resistir sin comprometer ninguno de sus componentes es conocido como Capacidad de Carga de la Prensa (CCP). Sin embargo, la CCP solo es válida para describir los límites estructurales de la prensa sometida a tonelaje positivo (conexiones en compresión y columnas en tensión). Por lo tanto, mientras que la CCP es típicamente usada como el primer indicador para el tamaño o fuerza de la prensa, existen aspectos adicionales a considerar.
Snapthrough y Tonelaje Inverso.Además del tonelaje positivo, el snapthrough (como se le conoce en inglés) y el tonelaje inverso deben ser considerados, Figura 1. A menudo, estos conceptos son erróneamente utilizados como sinónimos, no lo son. Por un lado, el snapthrough se puede definir como la liberación repentina de esfuerzos que produce gran aceleración en los componentes de la prensa. Por otro lado, el tonelaje inverso se crea debido a las fuerzas de tensión en las conexiones; que estarían en compresión en el caso del tonelaje positivo. Incluso cuando ambos ocurren típicamente juntos, uno puede existir sin el otro y cada uno está relacionado con diferentes fallas. El snapthrough se relaciona con problemas derivados de la vibración, mientras que el tonelaje inverso se relaciona con problemas con los límites elásticos de la prensa.
En general, la capacidad de tonelaje inverso es menor que la CCP (tonelaje positivo). Un tonelaje inverso menor al 10% del tonelaje positivo es típicamente aceptable. Dependiendo de la prensa, la capacidad de tonelaje inverso puede ser mayor al 50% de la CCP. Esto es importante ya que, en ciertos casos, el tonelaje inverso puede ser el factor limitante, incluso cuando la CCP no ha sido alcanzada aún. Típicamente, el snapthrough y el tonelaje inverso incrementan cuando se incrementa el espesor y la resistencia del material o la velocidad de la prensa. Mientras el tonelaje inverso se puede observar hasta cierto punto utilizando un sistema de monitoreo de tonelaje, se requieren métodos de análisis de vibraciones para capturar el snapthrough.
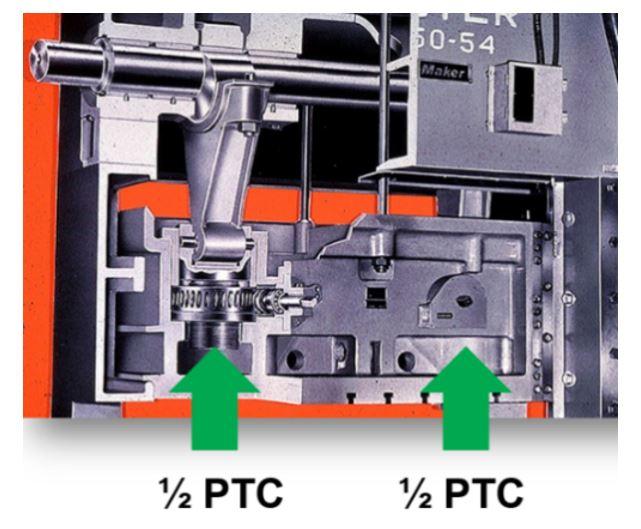
Carga Descentrada. En general, la CCP es válida para cargas centradas con ambas conexiones sometidas a cargas similares; por ejemplo, hasta 200 toneladas por conexión en una prensa de 400 toneladas con dos conexiones, Figura 2. Sin embargo, en condiciones de cargas descentradas, las conexiones no se someten a cargas similares. Por esta razón, la CCP disminuye cuando la carga resultante se aleja de la línea de centro de la prensa. Existen escenarios donde las conexiones son sobrecargadas incluso cuando el tonelaje de conformado está por debajo de la CCP, comprometiendo la estructura de la prensa. La ubicación y la magnitud de la carga resultante deben ser calculadas y comparadas con la capacidad de carga descentrada de la prensa.
Cada prensa tiene su propio comportamiento ante cargas descentradas. Prensas con una conexión tiene la menor resistencia a dichas cargas. Prensas con dos conexiones añaden resistencia en la dirección de izquierda a derecha mientras que aquellas con cuatro conexiones añaden apoyo en la dirección de atrás hacia adelante.
Cargas Concentradas. En general, la CCP es válida cuando la carga está distribuida en un porcentaje del espacio de trabajo; por ejemplo, al menos 66% de la longitud de la cama. Las deformaciones elásticas indicadas por el fabricante corresponden a estas condiciones y pueden no ser validas si las cargas se concentran en un área de la cama menor. Este es el caso de las cargas concentradas. Para este caso, una reducción en la CCP es recomendable para mantener las deformaciones elásticas dentro de los límites especificados. Esta reducción se puede calcular utilizando el principio de razones y proporciones para las condiciones indicadas por el fabricante. Por ejemplo, si el 100% de la CCP corresponde al 66% del uso de la longitud de la cama, un 50% de la CCP correspondería al 33% del uso de la longitud de la cama, la mitad de los valores en cada caso.
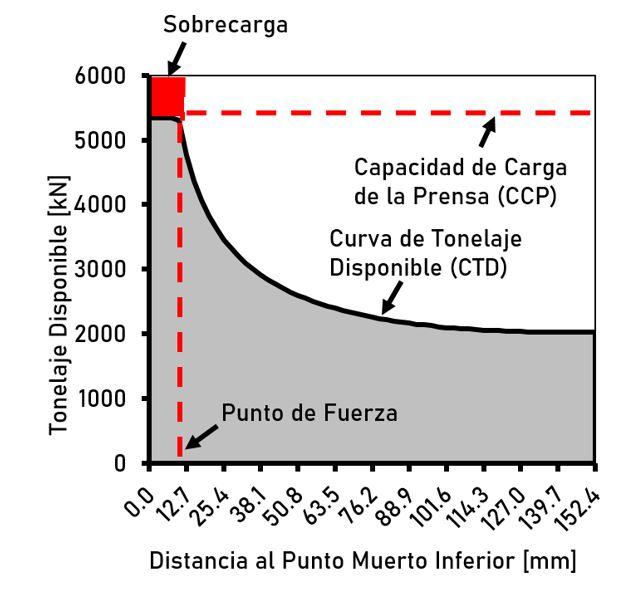
Aun cuando la prensa puede resistir la CCP completa en cualquier momento, puede que no sea capaz de aplicar el tonelaje completo en toda la carrera. Este es el caso de las prensas mecánicas (convencionales o servo) que utilizan el mecanismo de biela-corredera; el mecanismo más común en prensas mecánicas. Debido a este mecanismo, el tonelaje disponible incrementa cuando el ángulo de rotación se acerca a 0 y a 180 grados, Punto Muerto Superior (PMS) y al Punto Muerto Inferior (PMI) respectivamente. En teoría, el tonelaje disponible llegaría al infinito en estos puntos. En la realidad, esto no es posible ya que la prensa fallaría en algún punto más allá de su capacidad (CCP).
La distancia sobre el PMI donde una prensa de biela-corredera alcanza su capacidad máxima se le llama punto de fuerza. El punto de fuerza también es considerado durante la selección de la prensa. Sin embargo, su utilidad varia con los requerimientos del proceso de formado. Por lo tanto, seleccionar una prensa solo por su CCP o su punto de fuerza no es lo ideal. En cambio, la Curva de Tonelaje Disponible (CTD) debe ser usada ya que describe el tonelaje que la prensa puede aplicar en cualquier punto de la carrera, Figura 3.
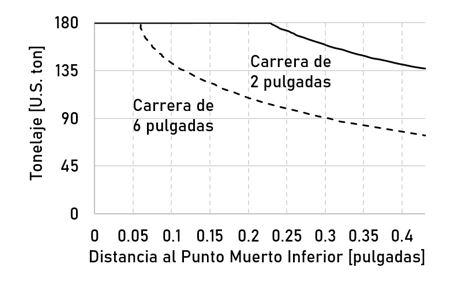
El estampador debe saber que dos prensas con la misma CCP y el mismo punto de fuerza pueden tener una CTD diferente. Esta diferencia se relaciona principalmente a la carrera de la prensa y a la capacidad de torque de la prensa. Para torque constante (mismo motor, embrague y otros componentes de la transmisión), entre más corta la carrera de la prensa, más alta la CTD, Figura 5. Una prensa con una carrera larga provee la flexibilidad para acomodar trabajos más profundos, sin embargo, pierde tonelaje disponible. La CCP no se ve afectada por la longitud de carrera ya que depende únicamente de la capacidad estructural de la prensa y sus componentes.
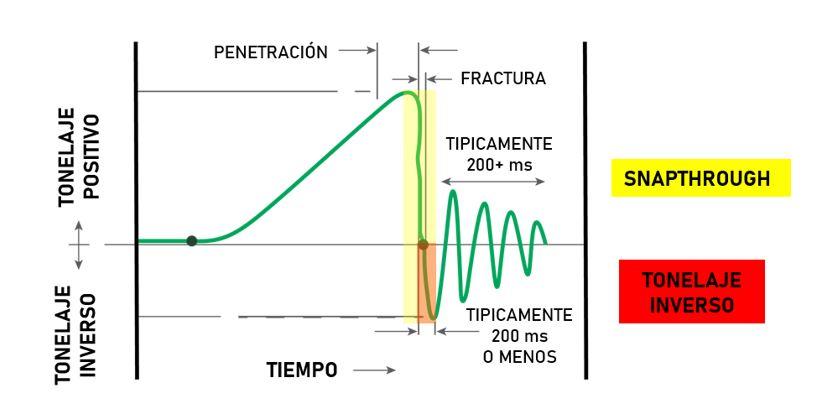
Figura 1. Snapthrough y tonelaje inverso [Adapted from R. Miles, Combating Snapthrough, Metal Forming Magazine, March 2004].
Es común entre estampadores el comparar el tonelaje pico de su proceso con la CCP. Aun cuando esta es una comparación rápida y aceptable, no es lo recomendado. El tonelaje requerido debe estar siempre debajo de la CTD de la prensa. Por lo tanto, es importante considerar la evolución completa del tonelaje requerido y no solo el valor máximo.
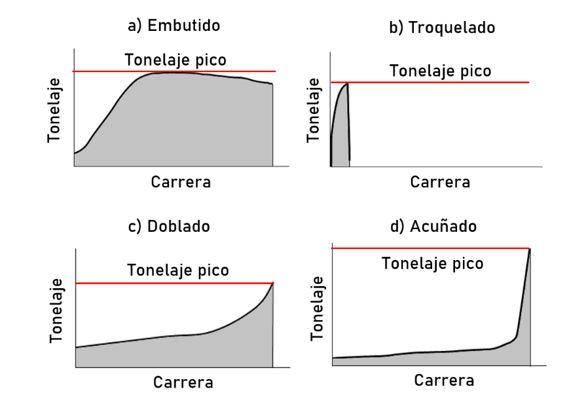
Las ecuaciones conocidas para estimar el tonelaje solo proveen el valor pico y no la curva complete de tonelaje contra Carrera. Por lo tanto, dicha estimación depende de la experiencia del ingeniero de formabilidad; el uso de elemento finito es de gran ayuda con esta tarea. Como guía, curvas típicas de tonelaje contra carrera para varias operaciones de conformado se muestran en la Figura 5.
Como se mencionó, las fuerzas o tonelajes que una prensa puede resistir y aplicar deben ser mayores a aquellas requeridas por el proceso de formado. Para asegurarse que la prensa correcta es utilizada, los siguientes pasos son recomendados:
1. Encontrar la CTD de la prensa. Una curva aproximada se puede obtener con ciertas aproximaciones (esto no sustituye a la CTD real, la cual se puede discutir con el fabricante):
2. Encontrar el tonelaje requerido por el proceso durante la carrera y compararlo con la CTD. Aunque hay calculadoras en línea o ecuaciones para estimar los tonelajes del conformado, esto se dificulta cuando se trata de geometrías complejas. Se recomienda utilizar simulaciones por elemento finito en este punto.
3. Estimar las condiciones de carga descentradas del proceso y asegurarse que están dentro de las capacidades de la prensa para el paralelismo deseado, basado en los requisitos del herramental. En general, el herramental puede manejar cargas descentradas menores a las que puede manejar la prensa. Un re-diseño del proceso podría necesitarse para balancear la operación dentro de la prensa.
4. Identificar posibles cargas concentradas (tonelajes altos en herramentales cortos) y verificar que son aceptables con base en las recomendaciones del fabricante de la prensa.
5. Considerar el tonelaje inverso y el snapthrough. Aun cuando no hay una manera práctica de calcular el tonelaje inverso con antelación, es común considerarlo entre un 10% y un 25% del tonelaje positivo. Sin embargo, valores tan altos como el 50% del tonelaje positivo se han observado. Si la prensa no es lo suficientemente robusta, puede ser que la CCP se limite a un 80% del valor original en operaciones de troquelado. Si se observa tonelaje inverso excesivo, una velocidad reducida puede ayudar.
6. Energía requerida para formar la pieza (no incluida en este artículo) debe ser comparada también con las capacidades de la prensa.
En conclusión, un entendimiento adecuado de las fuerzas involucradas es crucial para seleccionar y mantener una prensa. Incluso cuando los efectos negativos de usar la prensa incorrectamente no sean visibles inmediatamente, a la larga, estos efectos provocan mayores tiempos muertos y mayores costos de mantenimiento en la prensa. Aunque los estampadores tengan suficiente experiencia con asuntos que involucran tonelaje, siempre es una buena idea trabajar en conjunto con el fabricante de la prensa para optimizar la operación.


FMA Communications ha introducido al mercado la edición en Español de la revista The Fabricator. Esta versión consiste del mismo tipo de artículos técnicos y sección de lanzamientos de nuevos productos que actualmente presentan el personal de primera categoría de Fabricator en Inglés.
start your free subscriptionPatrick Brunken, owner of Addison Machine Engineering, joins The Fabricator Podcast to talk about the tube and pipe...






{kind=link}
{kind=link}
{kind=link}