















Bending Product Manager
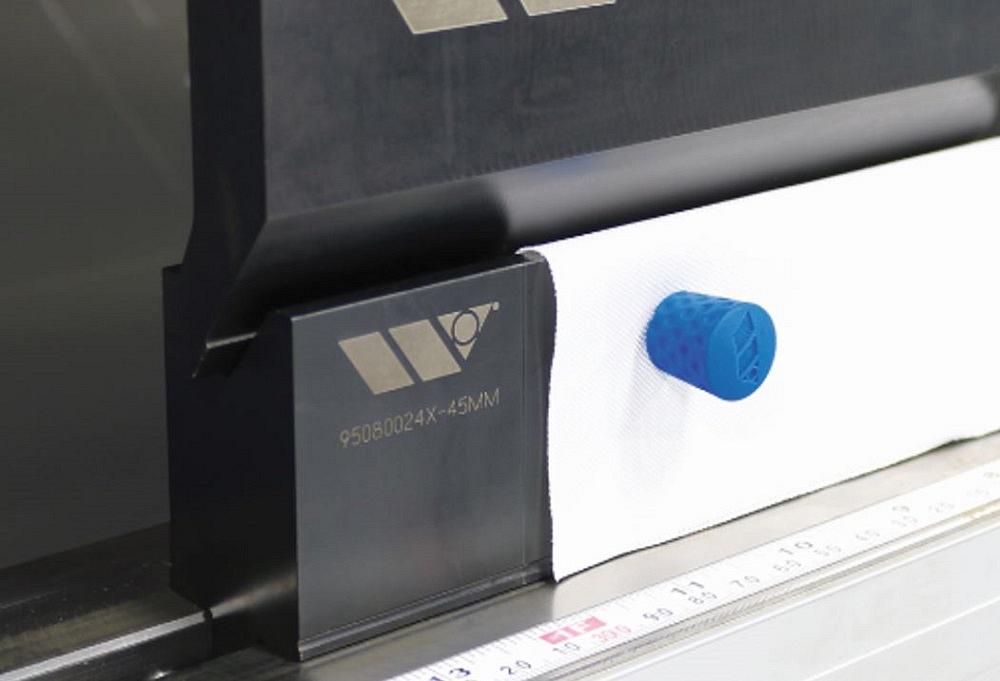
Puede fijarse una funda de uretano usando imanes, los cuales mantienen la adhesión incluso en superficies grasosas.
Para los fabricantes que trabajan con superficies estéticas, es importante asegurar que los productos terminados se vean bien y que cumplan los requerimientos del cliente. A veces, pueden ser aceptables raspaduras superficiales leves del hombro del dado de una prensa dobladora, o pueden cubrirse con una capa de pintura. Sin embargo, para la parte típica que es visible para los clientes y que necesita verse perfecta, no puede haber surcos, rasguños ni raspones. Para lograr un acabado superficial aceptable, puede que se requiera un nivel extra de cuidado.
Los materiales caros como el aluminio y el acero inoxidable con frecuencia necesitan un acabado de exhibición. He aquí algunos pasos sencillos que se pueden seguir durante el doblado para obtener el acabado correcto desde el principio en estas partes, y evitar el costoso rechazo de partes.
La definición de un acabado sin marcas puede variar de un cliente a otro. El marcado podría incluir rayas, distorsión y ángulo, dependiendo de la aplicación. Para aclarar las expectativas, pídale al cliente una parte de muestra o algo que tenga un acabado aceptable. Si no se cuenta con una parte de muestra, dese tiempo para averiguar para qué se va a usar la parte, y luego doble una sección del material y dele al cliente una muestra para su aprobación.
El aluminio y el acero inoxidable vienen en una variedad de acabados superficiales, como por ejemplo pulido o cepillado, y los materiales tienen diferente dureza. Las propiedades y el acabado superficial del metal determinarán cuánto necesita protegerlo del dado de su prensa dobladora. El metal muy pulido mostrará marcas más fácilmente, por lo que usted podría desear pagar un poco más por un recubrimiento de PVC en el material, poner atención al radio del hombro en el dado, o usar una funda en los hombros de dado. Tenga en mente que el recubrimiento de PVC tiene un cargo extra y puede que necesite ser removido antes de la entrega al cliente.
Ponga atención a la concordancia en altura de sus segmentos de herramental. El herramental sin precisión que dobla acero inoxidable con una capa protectora de PVC acabará con los raspones, pero usted seguirá teniendo abolladuras si las alturas del herramental no concuerdan. Use herramental de precisión para estas aplicaciones.
Mantener su herramental limpio y operable le ayudará a asegurar la exactitud del doblez y a reducir las marcas. Esto lleva tiempo, pero el costo ni siquiera se acerca al costo de las partes malas. Limpie e inspeccione regularmente el herramental, revisando la existencia de muescas, virutas y desperdicios. El aluminio se sabe que deja residuos en el herramental, y todo material galvano-recocido que se transfiera del material galvanizado debe quitarse del dado para lograr un doblado sin marcas.
Elija un dado con una abertura en V más grande para ayudar a reducir el tonelaje y aislar la presión. Además, un radio de hombro de dado más grande creará una superficie para que se deslice el material; un hombro más puntiagudo tiende a retener el material. Una buena regla para el radio del hombro del dado es de dos a tres veces el espesor del material. Los radios menores—0.10 o 0.039 pulgadas son comunes—tienden a retener y marcar no sólo el material no protegido, sino también material con recubrimiento de PVC. Si usted tiene el radio correcto de hombro, puede que no necesite un recubrimiento de PVC ni funda de dado de paño o uretano.
Una funda de paño o uretano sobre el dado es muy probable que elimine el marcado.
La funda de uretano tiende a tener cierta elasticidad, pero no es como una resina de poliuretano. Con un valor de dureza de alrededor de 90A, el cual es bastante duro con un estiramiento mínimo, la funda queda bastante bien, suponiendo que el material tiene un borde limpio producido por punzonado o por corte láser. Asegúrese de considerar el espesor del uretano al determinar el tamaño de la abertura en V. Las hojas típicamente tienen un espesor de 0.01, 0.027 o 0.030 pulgadas y un ancho de 4 o 6 pulgadas (10.16 o 15.25 cm). La vida de la funda puede prolongarse cambiando la hoja del frente hacia atrás cuando se desgasta.
La funda de tela tiende a ser menos elástica que la de uretano y no es tan buena para aplicaciones de embutido profundo. En un espesor de 0.012 pulgadas y un ancho de 4.7 o 9.5 pulgadas (17.78 o 24.13 cm), este material se desgasta como el fierro en comparación con el uretano y evitará toda marca. La tela cuesta más por pie que el uretano, pero dura más, lo que la hace más rentable.
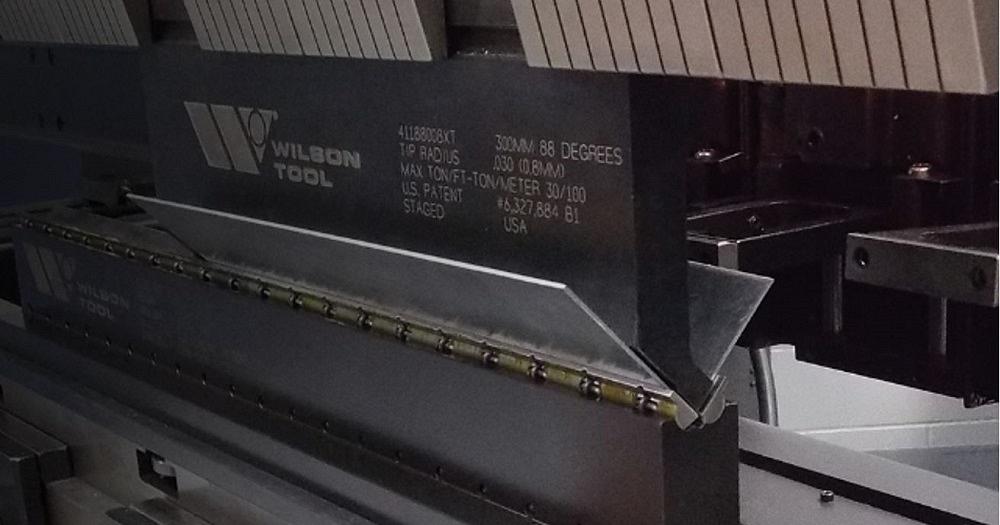
Con los dados de prensa dobladora V-Series Black, la carga concentrada descansa sobre un material plano que se está doblando en un hombro de dado plano que gira con el material—plano contra plano en lugar de plano contra un radio concentrado.
Seleccionar la abertura en V correcta (con base en el espesor del material más el espesor de la funda) y tener un radio de hombro más grande maximizará le vida útil de ambos materiales de funda. La funda no se supone que se ponga ajustada en la abertura en V sino que más bien ésta debe poder bajar a la abertura antes del doblado para reducir el estiramiento. Puede usarse cinta adhesiva para asegurar la funda al dado, pero usar imanes sencillos puede ser una mejor opción. Éstos funcionan incluso si hay un poco de aceite en el material, y permiten que la funda se ajuste sin perder adhesión. Como el material recubierto con PVC, la funda implica un costo adicional, pero no requiere pasos adicionales para su remoción después del doblado.
El herramental especial puede superar algunas deficiencias del herramental tradicional. Por ejemplo, los dados de prensa dobladora V-Series Black de Wilson Tool incluyen insertos integrados reemplazables que giran, por lo que el material se desliza en una superficie plana, contrario a la acción de retención de un radio de hombro de dado en V tradicional. Con estos dados, la carga concentrada descansa en un material plano que se está doblando en un hombro de dado plano que gira con el material—plano contra plano en lugar de plano contra un radio concentrado.
El herramental especial tiende a costar más, pero conforme aumenta el volumen y las expectativas, este herramental puede ayudar a acelerar la producción y a aumentar la calidad. Puede hacerse especialmente de material que ayudará a atender también problemas de marcado. Si se usan materiales compuestos para reducir el marcado, por ejemplo, usualmente son insertos que no interfieren con la producción como podría hacerlo una funda.
Aun cuando cada uno de estos aspectos es importante, es esencial que los fabricantes vean el panorama completo al trabajar con aplicaciones y materiales de superficie delicada. Entender el tipo de material, elegir el herramental correcto para la aplicación, optar por una funda y trabajar con un radio de hombro grande puede hacer la diferencia entre partes buenas y partes desechadas.

Los dados de prensa dobladora V-Series Black de Wilson Tool incluyen insertos integrados reemplazables que giran, por lo que el material se desliza en una superficie plana, contrario a la acción de retención de un radio de hombro de dado.


FMA Communications ha introducido al mercado la edición en Español de la revista The Fabricator. Esta versión consiste del mismo tipo de artículos técnicos y sección de lanzamientos de nuevos productos que actualmente presentan el personal de primera categoría de Fabricator en Inglés.
start your free subscriptionSeth Feldman of Iowa-based Wertzbaugher Services joins The Fabricator Podcast to offer his take as a Gen Zer...





