















Contributing Writer

Conforme se vuelve una compañía establecida, su capacidad de corte se expande, y su estrategia de utilización de material evoluciona.
Independientemente del punto de crecimiento en que se encuentre su negocio, usted seguro sabe lo importante que es la utilización del material; también sabe sobre las numerosas barreras para la mejora, como la demanda impredecible de los clientes o los retos de comunicación entre la oficina y la planta de producción.
Hay muchos cambios en un taller de fabricación conforme éste crece desde su inicio hasta ser un taller establecido y un fabricante por contrato. Conforme un taller evoluciona, de igual forma evoluciona su estrategia de utilización del material. Sin importar si su negocio es pequeño, de tamaño mediano o grande, una buena estrategia de utilización del material debe aumentar las ganancias, reducir costos y hacer la vida un poco más fácil.
Imagine que inició un taller de fabricación de placa. Debido a que su negocio está en su primera etapa, usted en realidad no sabe qué tipo de trabajo será el siguiente. En esta etapa, las inversiones en máquinas costosas son riesgosas, por lo que usted usa procesos manuales, que incluyen anidado de partes, corte y rastreo de material.
Usted gasta tiempo ubicando la mejor chapa completa o incompleta para el trabajo, acomodando un nido con una utilización aceptable, y haciendo limpieza secundaria que normalmente no se requiere con el corte automatizado. Sin embargo, incluso en esta etapa inicial usted empieza a crear las bases para una mejor utilización del material.
Usted empieza con un almacenamiento efectivo del material. Si su material se va poniendo en una pila sin pies ni cabeza, entonces podría no tener acceso a las piezas de abajo. Usa racks con un sistema de marcado visual que hace más seguro y más fácil seleccionar la pieza de trabajo correcta para el trabajo.
Usted instaló su primera máquina de corte CNC de uso ligero con el software apropiado de anidado de partes, lo que le permite hacer trabajo en mayor volumen con una mezcla de partes y espesores. Continúa anidando manualmente, aunque ahora con software, en su mesa pequeña de corte por plasma. Sin embargo, conforme crece su negocio, usted incorpora máquinas de corte más grandes y pasa a anidado automático.
Usted usa principalmente anidado estático, es decir, establece un arreglo de nido que consta de una sola parte o de varias partes y lo ejecuta repetidamente. Esto funciona bien para pedidos de alta calidad predecibles, pero no le da mucha flexibilidad en cuanto a priorización de partes o actualizaciones del diseño de partes.
El software de anidado industrial ligero incorpora algunos parámetros de proceso y técnicas de corte, agregando longitudes y estilos de entrada y salida y separaciones óptimas de partes (es decir, el ancho del entramado del esqueleto). También mejora la calidad de las partes, con mejor calidad de borde y angulosidad, esquinas más agudas y consistencia.
Conforme su negocio crece, usted define lo que considera una utilización de material mala, aceptable y buena. Realmente no hay una sola definición de “buena” utilización de material que se adapte a todas las situaciones. Lo importante es estar consciente de su desempeño para que pueda mejorar cuando sea posible.
Usted hace reportes regulares para medir los resultados del software CAM, y además pesa su desperdicio antes de que se vaya al reciclado. Todo esto puede darle datos que pueden decirle cuáles trabajos tienen más posibilidad de mejora.

Con el crecimiento de su negocio, usted instala su primera mesa de corte CNC para uso ligero. Anida manualmente con software industrial ligero.
Conforme usted se convierte en una empresa establecida en fabricación de chapa, su capacidad de corte se expande. Tiene varias mesas de corte grandes y la producción opera tres turnos al día; usa software avanzado de anidado de partes para programación de trabajos, lo cual le da muchas oportunidades de optimizar la utilización de material, reducir el desperdicio y aumentar las ganancias.
Su taller hace funciones de anidado automático que le dan una gama de variadas estrategias personalizables, aplicables a diversas geometrías de parte. Los nidos se crean aplicando la estrategia más efectiva a grupos diferentes de partes en el nido. Además, usted usa una gama más amplia de colocaciones y tipos de entrada y salida así como diferentes separaciones (anchos de entramado) entre partes o entre una parte y el borde de la placa.
Estrategias de valor de separación. Un entramado de esqueleto más ancho (mayor valor de separación) entre partes aumenta la rigidez del nido para contrarrestar el movimiento térmico que viene del procesamiento de placa gruesa. Esto además le da lugar para espaciados más largos y diferentes estilos de espaciado. Si se necesita un entramado más ancho para la estabilidad del proceso, que así sea. Sin embargo, si necesita un entramado más ancho sólo para que quepa el espaciado por omisión, sus mejores programadores puede que deseen editar esos valores por omisión usando el software de anidado. Es posible que logre separaciones más angostas y, por lo tanto, un mayor rendimiento del material. Debido a que editar estos valores por omisión puede afectar la estabilidad del proceso, usted se asegura de que sólo sus programadores más experimentados hagan estos cambios.
Corte de línea común. Debido a que las partes con corte común comparten al menos una línea de corte, el rendimiento de su material aumenta y su longitud de corte en cada programa se reduce drásticamente junto con el número de perforaciones. Si incorpora otras estrategias como el corte en cadena – donde la cabeza de corte acaba una parte, corta a través del entramado, luego empieza la siguiente parte – reducirá aún más el número de perforaciones. Usted acorta su tiempo de ciclo de corte y obtiene los ahorros en costos operacionales.
Dependiendo del proceso de corte, puede que vea una ligera angulosidad de borde en un lado del corte común. Así que antes de anidar con líneas comunes, necesita entender si esa angulosidad afectará los procesos corriente abajo o la aplicación final de la parte.
Una vez que determina qué trabajos pueden aprovechar el corte de línea común, usted empieza a implementar la estrategia de anidado. Empieza el corte de línea común de pares anidados; luego sigue con corte de cuatro, donde cuatro partes comparten líneas de corte en un acomodo de 2 x 2; luego implementa arreglos con partes cortadas con línea común en un arreglo de hileras y columnas. Luego aplica técnicas avanzadas que implican dos o más partes distintas, todas con al menos un borde recto, anidadas juntas en bordes rectos comunes contiguos. Además, cuando los requerimientos de calidad de borde lo permiten, usa el borde de la placa como borde de la parte.
Conforme crece su negocio, su estrategia de manejo de material se vuelve más importante que nunca.
Implicaciones del trabajo en proceso (WIP, por sus siglas en inglés). Su taller corta una gama de pedidos repetidos que usted agrupa en nidos estáticos. Para trabajos ordenados con menos frecuencia y previsibilidad, y en cantidades menores, usted emplea el anidado dinámico, donde el software llena una chapa de partes que cumplen con demanda inmediata.
La mayoría de sus nidos estáticos constan de partes de uno o de muchos trabajos ordenados en un periodo de tiempo similar. Es decir, la mayoría de las partes son cortadas y se mandan pronto corriente abajo; no tardan días ni semanas como inventario de trabajo en proceso (WIP). Sin embargo, algunos nidos estáticos tienen una mezcla de partes diferentes, sólo algunas de las cuales se necesitan corriente abajo. El resto va al inventario de WIP que alguien necesita clasificar y organizar. Conforme crece el inventario de WIP, surgen problemas. Las partes se colocan incorrectamente y se pierden, y parte del inventario se vuelve obsoleta. El costo de tener que cortar de nuevo partes perdidas u obsoletas anula todo el ahorro por rendimiento del material que usted logró inicialmente en la mesa de corte.
Entonces su estrategia de anidado evoluciona. Sus nidos estáticos pueden ser perfeccionados para lograr una utilización del material sumamente alta y cumplir las necesidades de flujo óptimo de partes, pero la demanda del cliente de estos pedidos debe ser predecible. Si no lo es, a veces usted encuentra que éstos son mejores candidatos para el anidado dinámico.
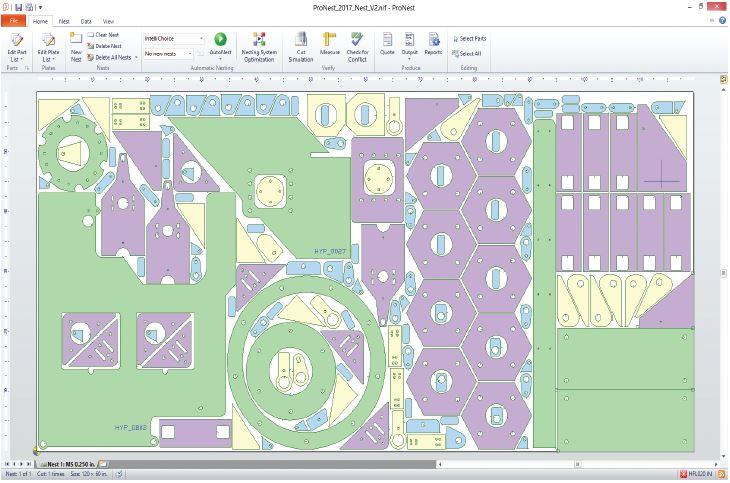
Este programa, con código de colores para identificar qué partes van con qué orden de trabajo, incorpora varias estrategias de anidado. Las partes se anidan en las secciones cortadas de otras partes. Las separaciones de partes (anchos de entramado de esqueletos) se minimizan. Dos piezas en la esquina inferior derecha comparten una línea de corte común y usan el borde de la placa como borde de parte.
Estrategias de remanentes. Ya sea que esté usando anidado estático o dinámico, usted llena cada hoja siempre que sea posible. Si la lista de partes no es suficientemente larga para llenar una hoja, y si su inventario de WIP no es excesivo, agrega partes de relleno. Si no tiene partes de relleno que podrían usarse más adelante, o si llegó al límite de su inventario de WIP, usa una técnica de recorte en el software de anidado que deja una forma remanente (como un rectángulo o un cuadrado) que puede usarse fácilmente más adelante. Los remanentes pueden ser hojas recortadas o trozos internos dejados por partes con ventanas o agujeros grandes.
Manejo de inventario. Para manejar sus remanentes recurre a software avanzado de manejo de inventario de material, integrado con su plataforma de anidado, que no sólo almacena una lista de hojas completas sino también de remanentes que tiene en existencia. Tener un inventario electrónico preciso disponible asegura que las hojas incompletas se consuman y que el capital de trabajo no esté cautivo en inventario viejo.
Usted también ha desarrollado métodos de colocación en rack y almacenamiento de material que facilitan a los empleados acceder a la hoja designada para el trabajo. Ha definido un proceso para identificar hojas y su localización en el rack, ha capacitado a sus empleados, y se ha asegurado de tener su aceptación.
Entonces llega al siguiente nivel de utilización de material combinando el inventario electrónico con técnicas avanzadas de anidado. Su software de programación pasa por múltiples estrategias, considerando tanto placas llenas como piezas remanentes, luego selecciona la mejor estrategia de anidado para los componentes en la lista de partes. Puede controlar cómo se seleccionan las placas, qué estrategias de anidado usar, y si se incluyen factores de costos – incluyendo el costo del tiempo de producción y el material – al determinar el mejor resultado de anidado.
No olvide al comprador de desperdicios. Para el material que no puede guardar, usted trabaja con los compradores de desperdicios para entender cómo puede maximizar lo que ellos le darán. También usa rutinas de corte automatizado de esqueleto en el software de anidado para segmentar cada esqueleto a un tamaño que quepa mejor en el contenedor de desperdicios. Hacer esto le da un contenedor densamente lleno con más peso por carga de camioneta. Debido a que presenta el desperdicio de esta manera, el vendedor de desperdicios (después de cierta negociación) acepta pagarle más por kilo.
Anidado cuando concursa. Usted también hace uso de software de anidado – y los datos de utilización de material que éste brinda – cuando concursa por un trabajo. En muchos casos, esto le ayuda a ganar más trabajos y aumentar sus ganancias.
Manejo avanzado de órdenes de trabajo. Se pueden integrar herramientas de software con planeación de recursos de empresa (ERP, por sus siglas en inglés) o planeación de requerimientos de material (MRP, por sus siglas en inglés), pero en su caso la herramienta es parte del software de anidado en sí.
El manejo inteligente de órdenes de trabajo le permite aprovechar la escala. Entre más partes de diferentes tamaños y geometrías tenga usted disponibles para anidar, mayor será la eficiencia potencial del anidado. Combinar órdenes de trabajo y hacer que haya cantidades más grandes de partes disponibles para anidado eleva más la utilización de material. La herramienta de manejo de órdenes agrupa diferentes partes de diferentes trabajos y las hace disponibles como órdenes de trabajo, las cuales pueden agregarse rápidamente a la lista de partes, anidarse y enviarse en código numérico a la máquina de corte.
Un día un operador de máquina tiene una pregunta para el programador de partes. Él piensa que podría reducirse la separación entre la parte y el borde de la placa en un nido cortado frecuentemente, lo que permitiría que cupieran más partes en la hoja. De hecho, ¿podría eliminarse por completo la separación usando el borde de la placa como el borde de la parte? El programador y el operador hablan sobre las consideraciones y las opciones del proceso.
¿El borde de la placa cumple con los requerimientos de calidad del borde de la parte? ¿El proceso de corte sería estable? ¿Podrían dañarse las partes? ¿Algunas de estas partes tienen restricciones de grano, ya sea por razones estéticas o porque el doblado corriente abajo requiere consistencia en la dirección del grano?
Después de considerar todas las variables, el programador y el operador deciden que sí, que las partes pueden anidarse hasta el borde de la placa, y el programador actualiza el trabajo. Anidar de esta manera reduce el desperdicio y la longitud total de corte. El resultado: usted está cortando más partes en menos tiempo a un menor costo operativo.
Hace años, usted primero asignaba un empleado para que fuera responsable de manejar la utilización de material y establecer objetivos claros de utilización por mes y año. Este trabajo ahora ha evolucionado volviéndose fundamental para ayudar a unificar criterios. La persona asegura que todos los nuevos empleados estén capacitados en la estrategia de utilización de material de su compañía, y también se comunica con la gerencia para ajustar las motivaciones de los empleados hacia el éxito.
Usted continúa reevaluando los trabajos existentes y analizando a profundidad los parámetros y técnicas que emplea el software de anidado para cada proceso de corte. Confirma los valores de separación, estilos de entrada, y longitudes para asegurar que estén optimizados para el proceso. Su estrategia de utilización de material evoluciona para cumplir las cambiantes demandas de los clientes mientras que también perfecciona el flujo de partes desde la mesa de corte hasta el muelle de embarque.
Y así continúa su travesía hacia la utopía de la utilización del material. ¿Algún día alcanzará la perfección? Bueno, no. Como con otros esfuerzos de mejora continua en la manufactura, la travesía hacia la utilización óptima de material nunca termina.


FMA Communications ha introducido al mercado la edición en Español de la revista The Fabricator. Esta versión consiste del mismo tipo de artículos técnicos y sección de lanzamientos de nuevos productos que actualmente presentan el personal de primera categoría de Fabricator en Inglés.
start your free subscriptionSeth Feldman of Iowa-based Wertzbaugher Services joins The Fabricator Podcast to offer his take as a Gen Zer...





