
















Senior Editor
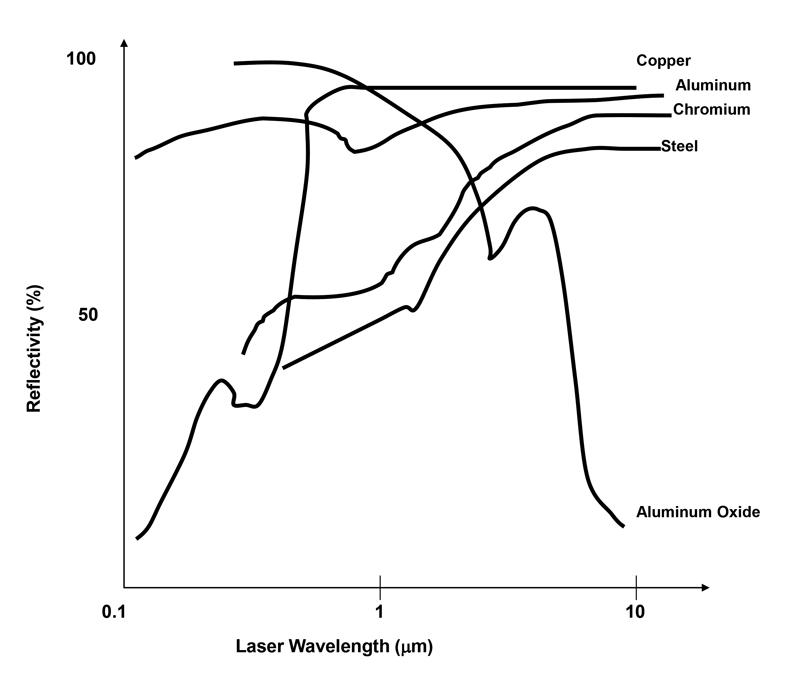
El láser de fibra cambió la jugada del corte láser, no sólo por su velocidad sino por su longitud de onda. La longitud de onda de 10.6 micrones del rayo láser de CO2 tuvo décadas de éxito desde el nacimiento de la industria del corte láser, pero ante el material no ferroso, la reflectividad óptica asomó su cara negativa. Esto complicó sobremanera el corte con láser de material no ferroso. El corte de cobre y latón con un láser de CO2 era raro (y lo sigue siendo), aunque algunos fabricantes tenaces lograban la hazaña.
Cortar aluminio con láser de CO2 por supuesto que es algo bastante común. Sin embargo, la longitud de onda de 10.6 micrones del CO2 no es lo ideal, por lo que el proceso sigue siendo un poco como hacer entrar una pieza pequeña redonda en un agujero cuadrado más grande. No es imposible, la pieza cabe en el agujero, pero asegurarla implica cierto esfuerzo.
Luego, al inicio de este siglo, apareció en escena el láser de fibra con su longitud de onda de 1 micrón. Los metales más comunes en el taller de fabricación absorben más y reflejan menos de esa longitud de onda de 1 micrón que la longitud de onda de 10.6 micrones. En el escenario del láser de fibra, el aluminio se corta muy bien, como se cortan incluso el cobre y el latón.
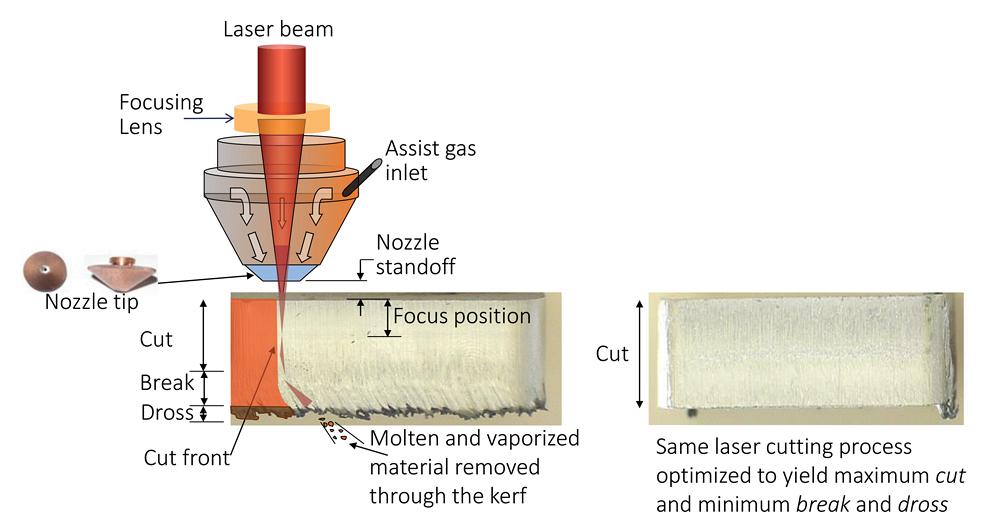
Así que, cuando un fabricante logra un corte impecable en aluminio y en otro material no ferroso con el láser de fibra, ¿qué ocurre exactamente en la ranura en sí? Para responder esta pregunta, The FABRICATOR habló con el doctor Charles Caristan, técnico y director de mercado global de fabricación de metal y construcción, en la oficina de Conshohocken, Pensilvania, de Air Liquide. Experto ya por mucho tiempo en el corte con láser, Caristan es autor de Laser Cutting Guide for Manufacturing, publicado por SME.
Como lo explicó Caristan, hay mucho más que la longitud de onda en la fórmula del corte no ferroso. Otros componentes incluyen la densidad del polvo, el enfoque del rayo, el ancho de la ranura y el tipo de gas auxiliar y su velocidad de flujo. Si mezcla todo esto de la manera correcta obtendrá las velocidades de corte y los cortes impecables impresionantes del láser de fibra, incluso en un rango de materiales no ferrosos que alguna vez fueron considerados demasiado reflectantes para ser cortados con un rayo de luz láser de CO2.
Observe que lo que sigue no cubre parámetros de corte específicos, los cuales para la mayoría de las máquinas de corte son establecidos por el fabricante del equipo. Algunos fabricantes usan estos ajustes de fábrica, otros los ajustan dependiendo de los requerimientos de la aplicación. Lo que sigue describe—en términos básicos, “no de revista de fotónica”—por qué esos parámetros trabajan como lo hacen.
Si alguien dice que algo en el corte láser es imposible o impráctico, existe la posibilidad de que algún fabricante en algún lugar lo haya hecho posible y práctico. Por ejemplo, Caristan recordó su visita años atrás a un fabricante que cortaba una aleación de cobre de 0.125 pulgadas de espesor usando un láser de CO2 de 2.5 kW. “El fabricante hizo esto por años”, dijo. La cabeza de corte se movía lentamente, y el operador tenía que dejar de cortar a mitad del ciclo para que se enfriara. No era atractivo, pero era posible de hacer”.
El corte láser de material no ferroso tiene una historia de encuentro y superación de obstáculos. Como lo explicó Caristan, los pioneros del láser de CO2 experimentaron algunos serios problemas crecientes al cortar material reflectante. Al principio vieron los efectos de las características de baja absorción del aluminio que producían retrorreflexiones.
“Por lo tanto, el proceso de corte láser no sólo era menos eficiente”, dijo Caristen, “sino que tenían que lidiar con la retrorreflexión a través de los sistemas ópticos, que se regresaban a las cavidades de los resonadores láser, con frecuencia destruyéndolos; desde entonces hemos aprendido mucho. La mayoría de las máquinas, incluyendo los sistemas láser de fibra, tienen óptica y controles numéricos integrados que mitigan o evitan la retrorreflexión”.
Los fabricantes de herramientas y de dados ponen atención a la resistencia del material y a las propiedades de corte. Los ingenieros y técnicos que desarrollan los parámetros de corte láser dirigen su atención hacia otros puntos, incluyendo las características de absorción y reflectividad de un material; punto de fusión; viscosidad del material fundido; conductividad térmica; y condiciones superficiales del material, incluyendo películas y recubrimientos.
“La dificultad al cortar aluminio es hacer un corte impecable con escoria mínima”, dijo Carestan. “Con el gas auxiliar, alimentación y flujo adecuados, usted puede minimizar la generación de escoria”.
Aquí la viscosidad tiene un papel importante. Todo metal tiene cierto nivel de viscosidad a la temperatura de fusión, pero la viscosidad no es constante conforme el metal se calienta más. El láser lleva al aluminio mucho más allá de su temperatura de fusión de un poco más de 1,200 grados F (649 grados C). Como lo describió Caristan en su libro, la viscosidad del aluminio realmente se reduce en más de la mitad conforme su temperatura aumenta entre su temperatura de fusión hasta 1,328 grados F (720 grados C)—una diferencia de sólo un poco más de 100 grados F (38 grados C), un cambio diminuto en temperatura en el mundo del corte térmico. Conforme el material de baja viscosidad se enfría, su viscosidad aumenta a más del doble conforme se acerca a la resolidificación—y evacuarlo de manera efectiva antes de que solidifique se vuelve un asunto complicado.
“La baja viscosidad se vuelve un contribuyente importante para la acumulación de escoria”, dijo Caristan, “particularmente si la temperatura de fusión del material es relativamente baja, como con el aluminio”.
Algunos retos del corte tienen que ver con la temperatura de fusión, especialmente en cuanto a la capa delgada de película de óxido de aluminio (Al203), la cual se forma en la superficie del aluminio cuando se expone a la atmósfera. La película evita más corrosión, pero también complica el proceso del corte láser.
El aluminio se funde a alrededor de 950 K, o un poco más de 1,200 F (649 C); el óxido de aluminio se funde a aproximadamente 2,000 K, o a más de 3,000 F (1649 C). “El alto punto de fusión de la película de óxido de aluminio formada en la superficie de la gota de aluminio fundido causa que se solidifique muy rápidamente alrededor de la gota aún fundida, por lo que es muy importante para el gas auxiliar removerla rápidamente antes de que se resolidifique”, explicó Caristan. “Si no se remueve con suficiente rapidez, forma estalactitas en el borde inferior, también conocidas como escoria”. Agregó que la buena noticia es que, en comparación con la escoria de material como el acero inoxidable, la escoria del aluminio generalmente es suave, tan suave que muchos operadores pueden quitarla con el dedo.
La conductividad térmica del aluminio es varias veces la del acero al carbón, y esa conductividad térmica acelera la pérdida de calor; es decir, el calor es llevado lejos de la ranura hacia el cuerpo principal de la pieza de trabajo. Mientras más pérdida de conducción de calor tenga, menos calor permanece realmente en la ranura, y menos eficiente es el corte láser.
Las diferencias en la conductividad térmica contribuyen a diferentes características de corte entre grados, especialmente en materiales más delgados. Como Caristan publicó en su libro, el aluminio serie 6XXXX experimentó una pérdida de conducción de calor mucho más alta que el aluminio 5XXXX; ambos se cortan de manera similar en espesores delgados, pero de manera muy diferente en material más grueso.
Históricamente, los operadores que cortaban aluminio con un láser de CO2 enfrentaban diversos retos que hacían el corte más ineficiente: la alta reflectividad del rayo de luz de 10.6 micrones, así como la alta conductividad térmica del aluminio que lleva a más pérdida de conducción de calor. De hecho, toda la pérdida de calor forzó a muchas operaciones a lidiar con expansiones térmicas en la chapa, a veces escribiendo el programa de corte de forma que la cabeza se moviera de manera alternada de un cuadrante de la chapa a otro, igualando los efectos del calor.
Dicho lo anterior, la densidad de potencia del láser de fibra y, repito, la longitud de onda de 1 micrón, realmente han cambiado la jugada. Las propiedades térmicas del aluminio no han cambiado; sigue teniendo alta conductividad térmica. Sin embargo, también absorbe más y refleja menos de la energía del rayo láser de 1 micrón. Esto, combinado con los altos niveles de potencia, densidades de potencia y velocidades ofrecidos por el rayo láser de fibra moderno, ha mejorado sustancialmente el desempeño del corte láser.
El láser cortando aluminio con gas auxiliar nitrógeno o aire comprimido del taller (el cual puede funcionar para material delgado) promueve una acción de corte como otras aleaciones cortadas con nitrógeno. De manera muy simplificada, se trata de una interacción entre energía térmica del rayo, velocidad de alimentación, ancho de ranura resultante y flujo de gas auxiliar que remueve el material fundido de la ranura. Si perfecciona el flujo de gas auxiliar para que funcione bien con el calor (características del rayo y foco), la velocidad de corte y el ancho de ranura, logrará una borde de corte de calidad con mínimas estrías y escoria.
Tradicionalmente, el aluminio requiere usualmente un foco de rayo que penetre bajo la superficie del material, particularmente conforme el material se hace más grueso. Esto ayuda a remover el material del fondo de la ranura. Para entender cómo y por qué ocurre esto, visualice el material que se está fundiendo en la parte superior de la ranura, esta vez con el punto de foco en la superficie del material o cerca de ésta.
“El material se funde rápidamente y luego fluye a través de la ranura, donde el rayo diverge y la densidad de energía cae cuadráticamente”, dijo Caristan. Por lo tanto, hay menos energía disponible en el fondo de la ranura hacia el metal fundido, lo que hace que los óxidos de metal se vuelvan escoria.
Si pone el foco debajo de la superficie del material, la situación de la densidad de potencia cambia. Cuando el material fundido proveniente de un punto cercano a la superficie del material baja por la ranura, pasa a través de la sección más brillante del rayo y, por lo tanto, permanece como líquido hasta que es evacuado del fondo.
Los malabares apenas empiezan. “Hay una ventana de oportunidad para la velocidad de corte”, dijo Caristan. “Si corta demasiado rápido, produce escoria, pero si corta demasiado lento, también produce escoria”.
La escoria de un corte rápido es intuitiva; el gas auxiliar no tuvo tiempo de remover el material fundido antes de que la fuente de calor (el rayo) avanzara, por lo que el material “se congela” como escoria en el fondo del corte.
Sin embargo, ¿qué pasa con la escoria de un corte demasiado lento? Caristan dijo que no tiene argumentos científicos sólidos para respaldar esto, “pero creo que tiene que ver con la entrada de calor en el metal y la capacidad del gas auxiliar de remover todo el metal fundido a la vez”.
La velocidad de viaje también afecta el ancho de ranura. Una velocidad de viaje más lenta crea una ranura más ancha, mientras que un rayo más rápido crea una ranura angosta. “Conforme la ranura se hace angosta, se tiene dificultad para que fluya el gas auxiliar, y no se alcanza tanta potencia de remoción”, dijo Caristan. Esto a su vez afecta la calidad de corte, incluyendo escoria.
Las estrías del borde también cambian con la velocidad de corte, junto con otras variables. Si corta aluminio (y otro material) muy lentamente, verá estrías profundas. “Esas estrías representan la evidencia de un chorro de gas empujando y removiendo metal líquido”, dijo Caristan.
Todo esto interactúa con una variable más que con mucha frecuencia no se considera: la velocidad del gas que sale de la boquilla; es supersónico y, como todo lo que viaja más rápido que el sonido, genera pequeñas ondas de choque. “Esta onda de choque puede desviar el flujo de gas auxiliar de donde usted quería que fluyera”, dijo Caristan, “y puede afectar la cantidad de gas que usted tiene fluyendo a través de la ranura”.
Si las ondas de choque se desvían arriba de la ranura, forman una barrera parcial que obstaculiza la columna de gas auxiliar, lo cual a su vez altera la dinámica del gas en el corte y podría afectar la capacidad del gas de evacuar el metal fundido de manera efectiva—por lo tanto, se obtiene una mala calidad de corte. La probabilidad de esto aumenta conforme se reduce el ancho de la ranura.
Debido a que el flujo de gas es supersónico, los operadores del corte láser no pueden eliminar las ondas de choque, pero pueden hacerlas menos perjudiciales para el corte ajustando adecuadamente la distancia del separador de la boquilla. “La regla empírica es que la distancia del separador debe ser igual o menor al diámetro del orificio de la boquilla”, dijo Caristan. Si va más allá, exacerba las desviaciones de las ondas de choque, lo que podría provocar que menos gas llegue realmente a la ranura.
Además, asegúrese de que el rayo enfocado esté centrado en la abertura de boquilla. “Necesita asegurarse de que el centro de la abertura de la boquilla esté siempre perfectamente alineado con la línea central de la ranura”, dijo. “Una desalineación se manifiesta en un desempeño diferente del corte cada vez que usted cambia la dirección de corte”.
La propagación del rayo enfocado y la distribución de energía son temas complejos, pero cuando piense en el foco, imagine el rayo láser como dos conos, uno encima del otro; donde se encuentran las puntas de los conos está el punto de foco. Mientras menor sea la longitud focal de la óptica de enfoque, más gruesos son los conos, menor es el tamaño del punto de foco, y mayor es la densidad de potencia en el punto de foco.
El tamaño del punto de foco cambia con la longitud de onda, por lo que cuando el rayo en sí está hecho de una longitud de onda menor, la densidad de potencia en el punto de foco aumenta cuadráticamente. Esa alta enfocabilidad, y lo bien que diversos grados de metal absorben energía de los rayos de láser de fibra, son algunas de las características que hacen tan efectivo al láser de fibra.
“La regla empírica existe por una razón: que para ciertos materiales y espesores de material, cada kilowatt de un láser de fibra tiene un desempeño del corte equivalente al doble del correspondiente al láser de CO2 de la misma potencia”, dijo Caristan.
En el corte láser, más densidad de potencia crea más energía calorífica, y la cantidad de energía depende de lo bien que un metal (incluido el aluminio) absorba la energía del rayo láser, pero esto es sólo parte de la ecuación.
El metal fundido necesita ser evacuado. Una longitud focal corta de la óptica de enfoque significa que la densidad de potencia cae dramáticamente conforme usted se aleja de la posición del punto de foco. Esto reduce la ranura, y también significa que el punto de foco tiene que estar justo en el lugar correcto, especialmente conforme el metal se vuelve más grueso. La ranura angosta puede dificultarle al gas auxiliar una buena evacuación del metal fundido.
“Una óptica de enfoque con una longitud focal corta hace que el rayo diverja rápidamente más allá del punto focal”, dijo Caristan, “por lo tanto, para cuando se llega al fondo de la ranura, se tiene poca densidad de potencia, relativamente hablando”. Ésta es una razón de establecer una posición de punto de foco más profunda (dentro y no sobre el material) en aluminio más grueso como una práctica común.
Uno de los avances que ha visto la industria en los años recientes es reducir el efecto de esta caída en la densidad de potencia. No se puede cambiar la física de los rayos láser; todos convergen hacia un punto de foco y divergen de éste. Aun así, pueden cambiarse otras características del rayo para producir un mejor borde de corte.
Como lo explicó Caristan, algunos ofrecen un foco oscilante que ajusta su comportamiento con el espesor del material. Otros cambian la distribución de energía o modo del rayo con base en el grado y espesor del material. Por ejemplo, un rayo en modo gaussiano, con energía concentrada justo en el centro que se disipa en el perfil del rayo, tiene menor densidad de energía lejos del centro, lo cual produce una ranura más angosta. Una distribución de dona concentra energía alrededor del perímetro del rayo, manteniendo la energía más alta más cerca de las paredes del corte.
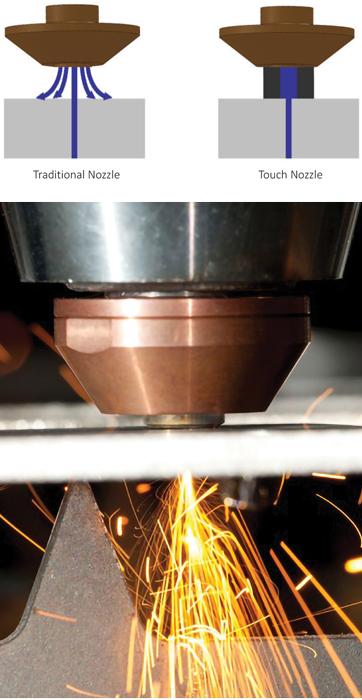
Pero repito, la energía del rayo sólo es la mitad de la ecuación, la efectividad del flujo de gas auxiliar es la otra mitad. Aquí la tecnología de boquilla ha jugado un papel importante. Algunas boquillas ahora realmente tienen componentes que tocan la superficie de la pieza de trabajo. Éstas reducen el gas auxiliar desperdiciado que nunca llega a la ranura, lo cual es un problema particular con la ranura más angosta producida por el láser de fibra.
“En una boquilla típica, el flujo de gas se expande tan pronto como sale del orificio”, dijo Caristan, “y una gran parte de éste nunca ve la ranura. Con estas boquillas de contacto que tocan la superficie de la pieza de trabajo, se tiene menos gas desperdiciado en la superficie de la pieza de trabajo y más gas yendo directamente hacia la ranura”.
Un taller que usa un láser para cortar con oxígeno acero suave aprovecha la reacción química entre oxígeno y hierro. Para cortar con nitrógeno aluminio más grueso y otro material no ferroso, es cuestión de fundir y evacuar bien el material.
Caristan describió una configuración láser “ideal”, con gas auxiliar fluyendo en una manera laminar perfecta hacia el corte, con un rayo que remueve y arrastra material bien—sin “congelamiento” prematuro en el fondo (escoria) o en el borde (estrías). Las ondas de choque supersónicas están ahí, pero se mueven de una manera que no se desvían ni obstruyen el flujo de gas hacia la ranura.
Actualmente los láseres de alta potencia cortan con una rapidez extraordinaria, pero toda esa velocidad no tiene impacto si las partes resultantes tienen que retrabajarse o desecharse. La industria ha recorrido un largo camino para entender exactamente cómo corta metal el láser, y el trabajo continúa. Mientras mejor sea ese entendimiento, se volverán mejores los parámetros de corte, y el operador tendrá una mayor probabilidad de lograr una parte bien cortada en el primer intento.



FMA Communications ha introducido al mercado la edición en Español de la revista The Fabricator. Esta versión consiste del mismo tipo de artículos técnicos y sección de lanzamientos de nuevos productos que actualmente presentan el personal de primera categoría de Fabricator en Inglés.
start your free subscriptionPatrick Brunken, VP of Addison Machine Engineering, joins The Fabricator Podcast to talk about the tube and pipe...






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}