















President
Las sierras de cinta de columna dual de la actualidad están a años luz de las antiguas sierras de cinta estilo bisagra, cuando una vez que el pasador de la bisagra se empieza a desgastar no hay manera de hacer un corte de calidad. Sin embargo, sigue habiendo problemas de calidad que necesitan atenderse. En algunos casos, los problemas de calidad son únicos al cortar tubería o tubo estructural, donde hay un corte interrumpido—es decir, la hoja hace contacto en la pieza de trabajo en dos lugares diferentes.
Dependiendo del espesor de la pared, los dientes de la hoja podrían desafilarse prematuramente o despuntarse; la máquina podría producir cortes irregulares; la hoja podría moverse erráticamente; la calidad del corte podría variar de una pieza a otra. Los tipos de problemas potenciales abundan, pero la mayoría pueden agruparse en dos categorías: problemas de calidad que ocurren repentinamente y aquéllos que se hacen más evidentes gradualmente.
Los problemas de calidad simplemente ocurren por una o por varias razones. Puede parecer que se manifiestan repentinamente, pero en realidad eran problemas que estaban esperando ocurrir. Una causa importante de este tipo de problemas es el no cambiar la hoja o los ajustes cuando cambia el material o el trabajo.
Primero, vea el tubo estructural o la tubería que está aserrando. ¿El espesor de la pared es más delgado o más grueso de lo que usted normalmente corta? Si es más delgado, revise el paso de diente de la hoja. Debe haber al menos dos dientes en el corte; de no ser así, el diente solo puede rasgar el borde del metal, causando un corte irregular. Sin embargo, la consecuencia real es que el diente solo se sobrecargará y se romperá, causando que todos los dientes directamente atrás se rompan. Esto es fácil de detectar.
Si el espesor de la pared es mayor de lo que usted corta normalmente, vea la garganta. Usar un paso de diente demasiado fino puede causar que las virutas queden atrapadas en la garganta de la hoja—usted está efectivamente “limando” el material, no cortándolo. Esto producirá una superficie más áspera. Revise su hoja y el cepillo de limpieza de la hoja. Las virutas azules son una señal de que se está generando demasiado calor.
La siguiente área importante de problemas es el material en sí. Si ha estado cortando metales ferrosos y luego cambia a no ferrosos, como aluminio o titanio, necesita cambiar la velocidad de su hoja y muy probablemente su velocidad y presión descendente. Incluso un ajuste pequeño de la velocidad puede mejorar enormemente la calidad del corte.
Contacte al proveedor de la hoja de su sierra y pídale ayuda para determinar la velocidad correcta de la hoja para el tubo que está cortando. Los proveedores de hojas pueden proporcionar tablas para materiales, velocidades de hoja y ritmos de corte, y tienen acceso al departamento técnico del fabricante para obtener respuestas a preguntas específicas.
Cuando la calidad de corte se degrada gradualmente, primero revise si hay desgaste en la hoja y reemplácela si es necesario. Luego, revise la tensión de la hoja; si ésta no es correcta, la presión descendente puede causar que la hoja corte en un ángulo o que se desvíe.Prácticamente, todas las sierras de cinta modernas tienen indicadores de tensión de hoja, y muchas máquinas con tensores electrónicos incluso no operarán a menos que tengan la tensión de hoja correcta. Si tiene un mecanismo mecánico, debe contactar a su vendedor de hojas para revisar la exactitud del mecanismo de tensión de hoja con las herramientas de calibración del vendedor.
Revise las guías de hoja, incluyendo el posicionamiento y las tolerancias de los insertos y rodillos. Asegúrese de que los rodillos de guía giren libremente; un rodillo bloqueado o dañado puede pellizcar la hoja y hacer que corte en ángulo.
Revise si hay desgaste en el cojinete de la rueda de transmisión. Un cojinete ligeramente desgastado puede causar que la hoja se vuelva angulada, creando un corte en bisel. Esto puede que no se note inicialmente, pero la hoja empezará a desviarse. Conforme aumenta el desgaste del cojinete, la hoja ni siquiera se quedará en las ruedas de cinta. Dependiendo del diseño de la sierra, podría tener que reemplazar todo el ensamble de rueda de transmisión. Asegúrese de seguir las directrices y especificaciones del fabricante de la sierra.
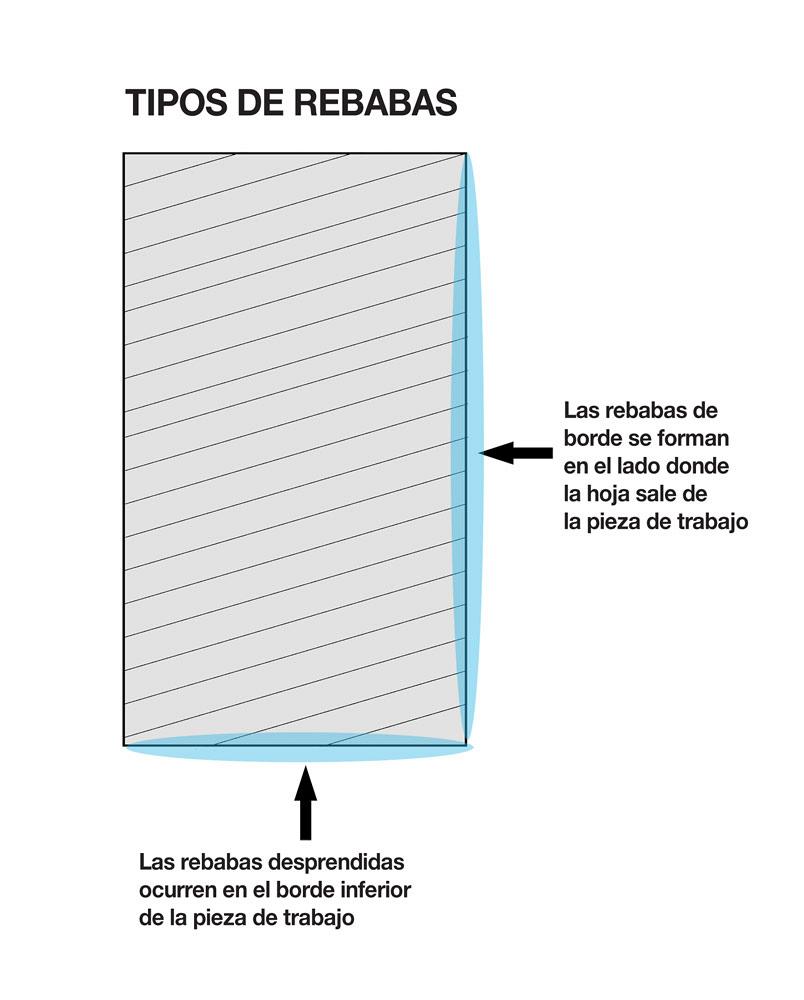
FIGURA 1. Las rebabas de salida se forman en el lado de la pieza de trabajo y usualmente indican que el metal se calentó demasiado. Las rebabas desprendidas ocurren cuando ambos lados de la pieza de trabajo no están soportados adecuadamente y la hoja de la sierra está cerca del final del corte.
Los brazos guía de la hoja deben ponerse lo más cerca posible de la pieza de trabajo para brindar soporte para la hoja. Si la distancia es demasiado grande, la hoja puede desviarse en el corte, especialmente con demasiada presión descendente. Las sierras de cinta modernas tienen una combinación de guías de hoja de carburo y cojinetes de rodillos que quitan el giro inicial de la hoja y lo guían hacia las guías de carburo con una cantidad mínima de esfuerzo.
Un tipo común de rebaba (vea la Figura 1) ocurre cuando el lado cortado de la pieza de trabajo no es soportado adecuadamente. Conforme la hoja se acerca al final del corte, el peso del material puede hacer que se caiga en lugar de ser cortado. Asegúrese de que la pieza de trabajo esté soportada firmemente en ambos lados del corte y que no se pueda mover. Si la presión de sujeción es ajustable, use la presión máxima para sujetar tubos y formas sin deformarlos.
La velocidad y la presión descendente deben ser controladas para el tipo de tubos y el espesor de pared. Si el descenso automático de potencia está establecido para una hoja filosa, éste debe reajustarse periódicamente para considerar el desafilado gradual de la hoja. No hacerlo puede producir cortes con una calidad cada vez más pobre. Si la sierra de cinta tiene un descenso manual, usted debe estar continuamente al tanto de la calidad del corte y ajustar la velocidad y la presión según se requiera.
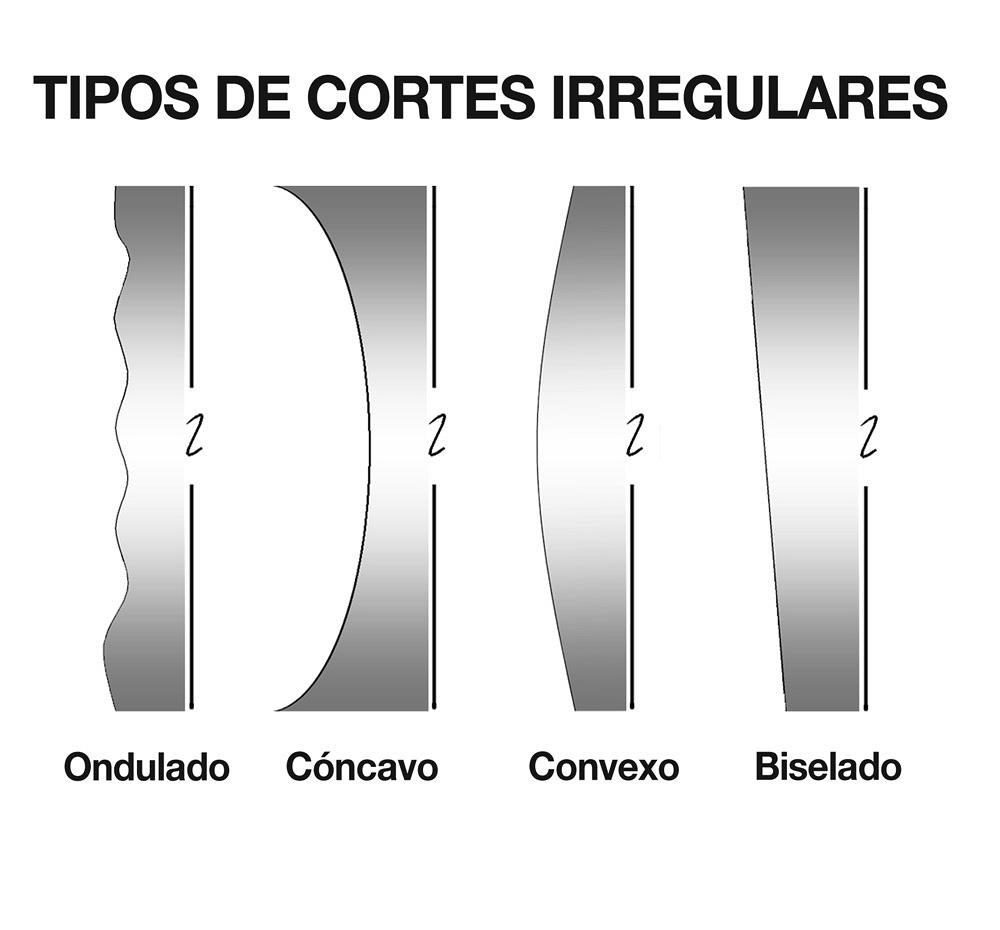
Los cortes irregulares (vea la Figura 2) son una experiencia molesta al cortar tubos redondos y cuadrados, especialmente cuando las paredes son delgadas. Los cortes irregulares pueden venir de una hoja desafilada; la fuerza descendente está presente pero la hoja no es suficientemente filosa para tomar una viruta completa. La máquina fuerza la hoja hacia abajo, pero la hoja, siendo el punto débil, se desvía.
Usar una hoja con el paso de diente incorrecto puede tener las mismas consecuencias. Si los dientes son demasiado pequeños para el trabajo, no se está removiendo una viruta adecuada, pero la máquina sigue presionando y, de nuevo, la hoja de desvía. Lo mismo puede pasar si la velocidad de su hoja es demasiado lenta. Debido a que la viruta no está siendo expulsada lo suficientemente rápido, la hoja es forzada a desviarse.
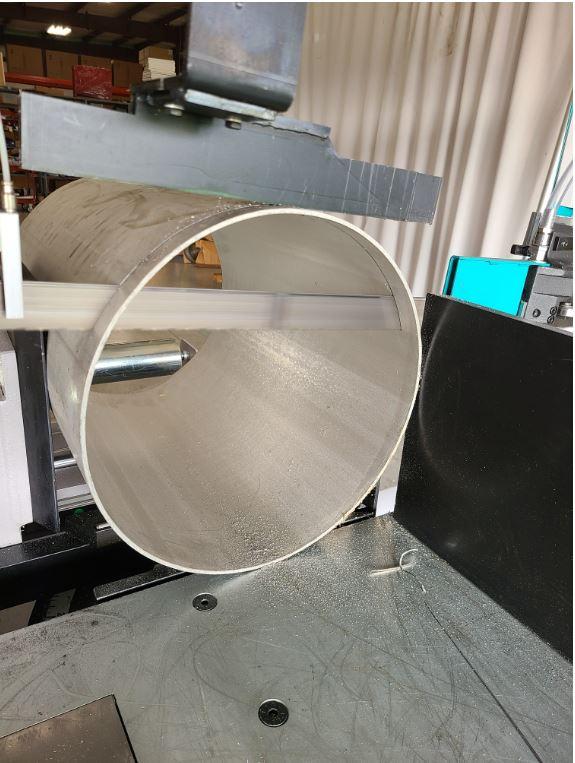
Los tubos redondos tienen el problema de que la hoja hace contacto con una pieza de trabajo robusta en la parte más alta, entrando en dos paredes delgadas, luego en la parte inferior de nuevo haciendo contacto con una sección robusta. Este problema es especialmente significativo al cortar tubos o vigas cuadradas, cuando se encuentra la geometría de “muy ancha” a “muy delgada” varias veces durante el corte (vea la Figura 3). Un bastidor de sierra de cabeza inclinada (inclinada entre 6 y 10 grados) puede ayudarle bastante a superar el reto.
El refrigerante, con frecuencia pasado por alto, tiene tres funciones. Enfría la pieza de trabajo para limitar la distorsión por calor; lubrica para reducir la potencia requerida para remover una viruta; y lava o desaloja con agua virutas del corte de sierra y, junto con un cepillo para limpieza de la hoja, asegura que ninguna viruta regrese a la pieza de trabajo.
Muy similar al aceite en un motor de carro, el refrigerante puede degradarse con el tiempo y debe reemplazarse. Para aceros generales, la relación de agua a refrigerante debe ser 10-1; 12-1 para el acero suave; y 8-1 para materiales más duros.
Hay quienes suponen que el refrigerante no se evapora, y todo lo que tienen que hacer es agregar más agua. Sin embargo, sólo agregar agua no toma en cuenta la degradación del refrigerante, y con el tiempo la relación de refrigerante puede elevarse hasta 30-1. Esto reduce enormemente la capacidad de transferencia de calor del refrigerante y puede resultar en rebabas a lo largo del borde de la pieza de trabajo. Esto además reduce la lubricidad y causa que la hoja se desgaste más rápido.
Todas las partes móviles deben estar bien lubricadas para que las guías funcionen sin resistencia extra. Esto asegura la repetibilidad de un corte a otro. Lubrique las graseras con grasa de alta calidad, y otras superficies maquinadas con aceite lubricante industrial general.
Las mejores maneras de eliminar el tener que solucionar problemas es estar bien informado sobre los requerimientos de mantenimiento de la sierra, conocer las propiedades de los materiales que se están aserrando y su relación con los ajustes y el desempeño de la sierra, y asegúrese de que todos los operadores entiendan por completo cómo obtener el máximo provecho de la sierra.


FMA Communications ha introducido al mercado la edición en Español de la revista The Fabricator. Esta versión consiste del mismo tipo de artículos técnicos y sección de lanzamientos de nuevos productos que actualmente presentan el personal de primera categoría de Fabricator en Inglés.
start your free subscriptionSeth Feldman of Iowa-based Wertzbaugher Services joins The Fabricator Podcast to offer his take as a Gen Zer...






{kind=link}