















President

No es ningún secreto que la capacidad de entregar más rápido que sus competidores es una ventaja competitiva sustancial en el mundo de los talleres. Nuestra investigación muestra que el 50% de las veces los clientes valoran más un plazo de entrega más corto que el precio. La capacidad de realizar entregas rápidamente no solo genera más solicitudes de cotización (RFQ), sino que también permite obtener precios superiores. Es como el correo de un día para otro: más rápido es más caro.
Ahora, aun cuando no es ningún secreto que los plazos de entrega cortos son buenos para los negocios, no se sabe tan bien cómo lograrlos. Entonces, ¿cómo puede usted reducir el tiempo de espera de sus clientes en su taller?
Reducir el tiempo de entrega significa reducir el tiempo que lleva procesar los pedidos de principio a fin en el taller, desde que identifica la demanda hasta que sus envíos finales llegan al muelle de carga del cliente. Su objetivo es acortar todo este proceso y, para lograrlo, debe reducir y eliminar retrasos innecesarios.
Una forma de medir el tiempo de entrega es simplemente contar los días entre la entrada del pedido y las fechas de envío del pedido. Cuente la fecha, no los días hábiles. Usted quiere una medida comparativa, no una métrica absoluta. Mida en horas o días según corresponda.
También grafique la tasa de ganancia de su cotización, así como los ingresos y márgenes para evaluar el impacto financiero de reducir el tiempo de entrega. Si tiene un informe de rendimiento semanal, asegúrese de incluir estas métricas.
Supongamos que implementa una variedad de proyectos de mejora de procesos que requieren una investigación detallada de varios subsistemas en la organización. Usted mapea y analiza los pasos para encontrar oportunidades de mejora, como eliminar o reducir esos retrasos innecesarios.
La capacitación y el reciclaje deben ser parte integral de la mejora de todos los procesos para que todos comprendan y puedan seguir una nueva práctica o procedimiento. Lo mejor aquí es la capacitación en el lugar de trabajo. También es importante que la persona sepa por qué se está introduciendo un nuevo método.
Dicha mejora de procesos es una excelente manera de establecer un objetivo general de reducir el tiempo de entrega y volverse más competitivo. Pero los "procesos" no ocurren solamente en la celda de trabajo de una máquina; abarcan todo el negocio. De hecho, todo el negocio del taller es, esencialmente, un proceso.
Empiece por ver su negocio como un proceso en todas las funciones organizativas. En otras palabras, observe la serie de pasos principales por los que pasa cada pedido, desde ganar en el mercado hasta entregar un artículo personalizado a un cliente y recibir el pago. Observar la organización como un proceso trae el tiempo a un primer plano. Cada trabajo en el taller sigue el mismo patrón de proceso (consulte la Figura 1).
Una vez que comience a ver su negocio como un proceso de conversión de la demanda del mercado en efectivo, puede comenzar a pensar en la mejor manera de organizar y administrar este proceso. Un nuevo paradigma le brindará una perspectiva completamente diferente de su taller, una que le permitirá administrarlo de manera más eficiente y efectiva.
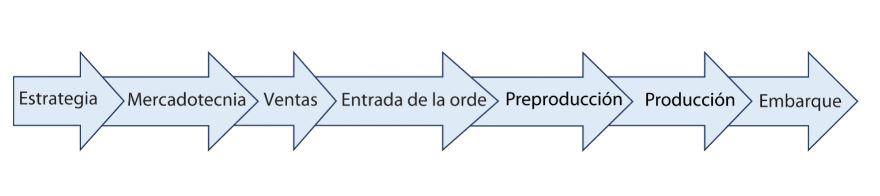
FIGURA 1. Estos pasos ocurren de forma cíclica. Es decir, los productos enviados (en el extremo derecho) ayudan a desarrollar su estrategia comercial, marketing y esfuerzos de ventas (en el extremo izquierdo). Observar la cadena de proceso horizontalmente le ayuda a ver con mayor claridad el tiempo que lleva procesar los pedidos.
El problema radica en el organigrama del taller que generalmente refleja una jerarquía funcional con raíces en la producción en masa, con departamentos de fabricación, calidad, ingeniería y ventas, todos informando a un equipo ejecutivo. El problema es que la jerarquía funcional (ver Figura 2) no se alinea con el proceso de negocio del taller en la Figura 1. En esa figura, verá un término que no se usa ampliamente en el mundo del taller de trabajo, al menos no aún: preproducción.
La preproducción abarca todas las actividades que ocurren entre la solicitud de un pedido y la liberación de ese pedido al taller para ser producido. El problema es que estas actividades se encuentran dispersas por la organización entre varios departamentos y no están coordinadas ni gestionadas. Un taller típico no tiene un "departamento de preproducción" que ponga estas actividades bajo la tutela de un solo gerente.
Pero, ¿qué pasa si un taller se reestructura en algo que se asemeja al organigrama de la Figura 3? En esta nueva estructura, el taller se organizaría en tres grupos: el frente, la preproducción y la producción. La preproducción incluiría no solo ingeniería, planificación de producción, compra de materiales y programación, sino también un equipo dedicado al primer artículo que probaría y desarrollaría configuraciones para trabajos nuevos o desafiantes.
Alinear el organigrama con el proceso comercial del taller (ver Figura 4) ayuda a todos a desviar su atención de los objetivos específicos del departamento, como cuántos pedidos o tareas se completan durante un período determinado. En cambio, se centran en la velocidad de un pedido en toda la organización. Esto incluye reducir o eliminar los retrasos que ralentizan la velocidad del pedido.
Centrarse en la velocidad del pedido ayuda a que todos comprendan la diferencia entre el tiempo de la tarea y el tiempo cronológico. El enfoque en los negocios ha estado tradicionalmente enfocado en reducir el tiempo de la tarea porque se paga por hora y la productividad (más producción por hora) tiene una relación directa con la rentabilidad. El tiempo cronológico, por otro lado, se refiere al tiempo de proceso (o tiempo de reloj) requerido para convertir el pedido de un cliente en un envío.
Los costos de los retrasos cronológicos en su negocio están ocultos y son difíciles de medir. Todo el mundo sabe lo que sucede con la rentabilidad de la empresa cuando reduce mano de obra, pero ¿cuántos pedidos pierde en un año porque un competidor podría entregar más rápido? La respuesta no es tan obvia. Nunca verá esas ventas y ganancias en dólares perdidas; nunca aparecerán en su estado de resultados.
Los retrasos son un tipo de desperdicio. Alargan el tiempo de proceso desde la entrada del pedido hasta el envío. Los retrasos crean esperas, tiempo perdido, fechas de envío incumplidas y otras interrupciones costosas. Esperar es una de las siete fuentes de desperdicio en la manufactura esbelta pero esperar es un resultado, no una causa. Cada caso de espera es causado por un retraso. Cuando vea a alguien esperando y esperando, averigua cuál es el retraso que hay detrás, luego concéntrate en eliminar o minimizar el retraso.
Debido a que los retrasos son tangibles y medibles, puede identificarlos y abordarlos. ¿Cómo exactamente? Una forma es que el propietario o presidente envíe un correo electrónico a todos los miembros de la empresa y les pida que llenen el espacio en blanco: "¿Por qué se tarda tanto en_____________?" Esto producirá algunas áreas de investigación muy específicas, a menudo un gran número de ellas.
Al enviar solo un correo electrónico, el propietario de un taller descubrió que sus empleados preguntaban por qué demoraron tanto en:
Claro, no todos los empleados le darán detalles ("hacer las cosas en general" es…bueno… bastante general). Pero la gran mayoría de las respuestas probablemente ayudarán a descubrir numerosos retrasos específicos que podrían acortarse o eliminarse. Uno de los errores que cometen muchas empresas cuando buscan reducir el tiempo de entrega es concentrarse casi por completo en el área de producción e ignorar al resto de la organización. Pero cualquier gerente de producción le dirá que los pedidos que llegan tarde al taller contribuyen a que haya fechas de envío incumplidas. En otras palabras, los retrasos no provienen de un taller ineficiente, sino del procesamiento de pedidos en la oficina, donde los trabajos pueden quedarse en la bandeja de entrada de alguien.

FIGURA 2. La jerarquía funcional tradicional no se alinea con el proceso comercial del taller y, por lo tanto, puede crear la necesidad de numerosas transferencias entre departamentos, lo que a su vez genera más retrasos.
Los pedidos incompletos (como información inexacta, ilegible, faltante de información crítica, falta de materiales o que no reflejan los últimos cambios de ingeniería) también contribuyen a las fechas de envío incumplidas. Cuando busque reducir el tiempo de entrega, tenga en cuenta a toda la organización.
Esto incluye al departamento de ingeniería. No es ningún secreto que la ingeniería a menudo se considera un área problemática cuando se trata de cumplir con horarios y enviar a tiempo. Conozco al menos a un gerente de taller que llama al departamento de ingeniería "el agujero negro", donde el trabajo entra, pero nunca sale.
Muchos creen erróneamente que no se puede programar el trabajo de ingeniería, considerando la naturaleza creativa del trabajo. Los plazos se pueden incumplir con impunidad. Por supuesto, si contrata a una empresa de ingeniería externa, los ingenieros seguramente le darán una fecha de finalización y el precio del proyecto. Obviamente, el trabajo de ingeniería se puede estimar y programar. No hace falta decir que un departamento de ingeniería poco confiable (y a veces egoísta) es perjudicial para su negocio y debe estar bajo el control de la gerencia.
Puede tolerar retrasos de un cliente porque por supuesto, usted no quiere molestar al cliente. Esto entonces será una molestia para usted porque los clientes de todos modos esperarán la fecha de envío originalmente prometida a pesar de que se hayan demorado en proporcionar la información necesaria y que hayan, en consecuencia, reducido su tiempo de procesamiento.
Sea firme. Explique las consecuencias al cliente en términos de una fecha de envío posterior. Lo mismo ocurre con las inspecciones en proceso. Los clientes también son sus socios y, una vez que le otorgan un trabajo, son responsables de proporcionar las especificaciones y las instrucciones especiales sin demora si esperan que la fecha de entrega se mantenga como prometido.
El término "cliente" implica una transacción en condiciones de plena competencia sin interacción entre el comprador y el vendedor. Este no es el caso de la fabricación personalizada, donde se producen interacciones significativas entre todas las partes. Lograr el objetivo, entregar a tiempo y mantenerse dentro de los costos estimados, es un trabajo conjunto. Es posible que desee dejarlo en claro en su respuesta a la solicitud de cotización del cliente (RFQ) y luego reforzarlo durante la conversación. Es un proceso educativo.
La transferencia entre departamentos a veces se denomina "espacio en blanco". Reúna a todos los involucrados en esas transferencias con el objetivo de descubrir retrasos e instituir mejores métodos. Puede utilizar un formato de lluvia de ideas. Dentro de los departamentos, los retrasos suelen producirse a nivel de tareas. Buscar papeleo innecesario, procedimientos engorrosos y que consumen mucho tiempo, recuento y archivo, falta de priorización adecuada, tiempo perdido, necesidad de capacitación o reentrenamiento, fallas en las comunicaciones y tiempo dedicado a la espera de autorizaciones. Es posible que alguien no esté disponible para tomar una decisión. Alguien pudo haber olvidado pedir materiales, por lo que la orden llegó tarde al área. Quizás un cliente envió un cambio de última hora, lo que detiene la producción.
Es posible que tenga prácticas y procedimientos excesivos o innecesariamente complicados en la oficina. ¿A cuántas reuniones asiste? Las reuniones excesivas, que suelen utilizarse para compensar una organización fragmentada, pueden ralentizar el progreso de un pedido.
Buscar retrasos entre departamentos y dentro de ellos es similar a la idea detrás del concepto “SMED” (cambio de dados en un minuto) en manufactura esbelta, el cual tiene como objetivo acortar los tiempos de cambio. Primero, observe todo lo que se puede realizar fuera del cambio mientras la máquina está en funcionamiento. ¿Están las herramientas preparadas para el próximo trabajo? ¿Hay materiales disponibles? ¿Hay personal de instalación capacitado disponible para realizar el cambio cuando sea necesario? En otras palabras, ¿tiene usted todo a la mano para realizar el cambio?
A continuación, cambie su enfoque a las tareas reales requeridas para realizar el cambio (tareas "internas" al cambio, para usar el lenguaje esbelto). ¿Qué tareas podrían reducirse o eliminarse por completo? De las tareas restantes, ¿cuáles podrían realizarse antes de tiempo (externas al cambio) mientras la máquina está ejecutando otro trabajo?
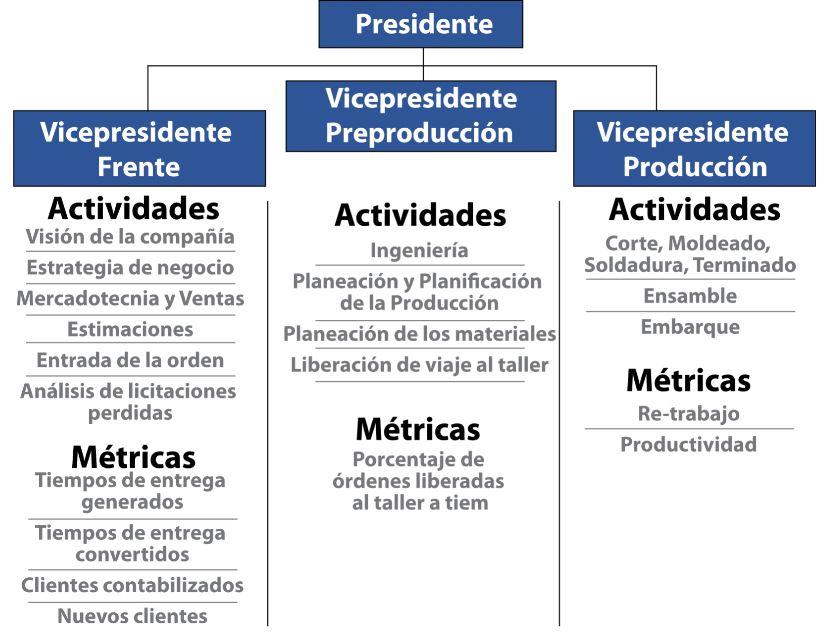
FIGURA 3. La reorganización del organigrama de esta manera alinea la estructura del taller con el proceso comercial.
SMED tiene una vida más allá de simplemente cambiar dados. Es una herramienta conceptual que puede ayudarte a ahorrar tiempo, así que no dudes en usarla en otras áreas. En la oficina, por ejemplo, cada transferencia entre departamentos es esencialmente una forma de SMED. En lugar de intercambiar dados, estás intercambiando información.
La postergación, aparentemente común en todas las áreas de la vida, también causa retrasos. Eso es obvio. Pero, ¿por qué la gente pospone las cosas? Puede tener mucho que ver con la falta de urgencia de un taller: todo es reactivo, no proactivo, y nadie parece participar a menos que haya un incendio que apagar. Puede infundir un sentido de urgencia hablando de ello en reuniones y conversaciones individuales, así como con el ejemplo.
Al dar una tarea, no olvide preguntar cuándo puede esperar ver algunos resultados. Establezca una fecha y hora para un informe de progreso. Los empleados deben saber que un sentido de urgencia está directamente relacionado con la reducción del tiempo de entrega, y esto a su vez hace que la empresa sea más fuerte, más competitiva y más rentable, lo que beneficia a todos.
No caiga en la trampa de pensar que puede eliminar todos los problemas que causan retrasos. Esa es una receta para el fracaso. En nuestra cultura, la resolución de problemas se ve como la eliminación de problemas. Sin embargo, algunos problemas no se pueden eliminar, solo mejorar. El retrabajo es un buen ejemplo. Sí, el retrabajo es el peor tipo de desperdicio en un taller y puede causar serios retrasos. Debe abordar el reproceso continuamente antes de que se salga de control. Pero también vivimos en el mundo real. No importa qué tan exquisitos sean los procesos de un taller, ocurren errores. Es parte del trabajo.
Tratar de eliminar un problema que no se puede eliminar es frustrante, ineficaz y condenado al fracaso. Pregúntese si el problema se puede eliminar por completo antes de intentar resolverlo. Eso determinará su estrategia de solución.
Reconozca que la tarea de reducir el tiempo de entrega nunca se termina. No importa cuántos años haya trabajado para acortar sus plazos de entrega, siempre encontrará oportunidades para reducirlos aún más. Si su taller hace hincapié en la mejora continua, su operación superará a las que adoptan un enfoque a medias.
La capacidad de entregar productos más rápido que cualquier otro hace que su taller sea más competitivo y rentable. Reducir el tiempo de entrega aumenta las ventas, reduce los costos, acelera el flujo de caja y aumenta la capacidad efectiva, todo al mismo tiempo. Reduzca el tiempo de espera y observe cómo su negocio crece y prospera.

FIGURA 4. La reorganización del taller en tres grupos - frente, preproducción y producción - ayuda a alinear la estructura de la empresa en el proceso de negocio del taller.



FMA Communications ha introducido al mercado la edición en Español de la revista The Fabricator. Esta versión consiste del mismo tipo de artículos técnicos y sección de lanzamientos de nuevos productos que actualmente presentan el personal de primera categoría de Fabricator en Inglés.
start your free subscriptionSeth Feldman of Iowa-based Wertzbaugher Services joins The Fabricator Podcast to offer his take as a Gen Zer...





