















Laser Technologies and Sales Consulting Manager
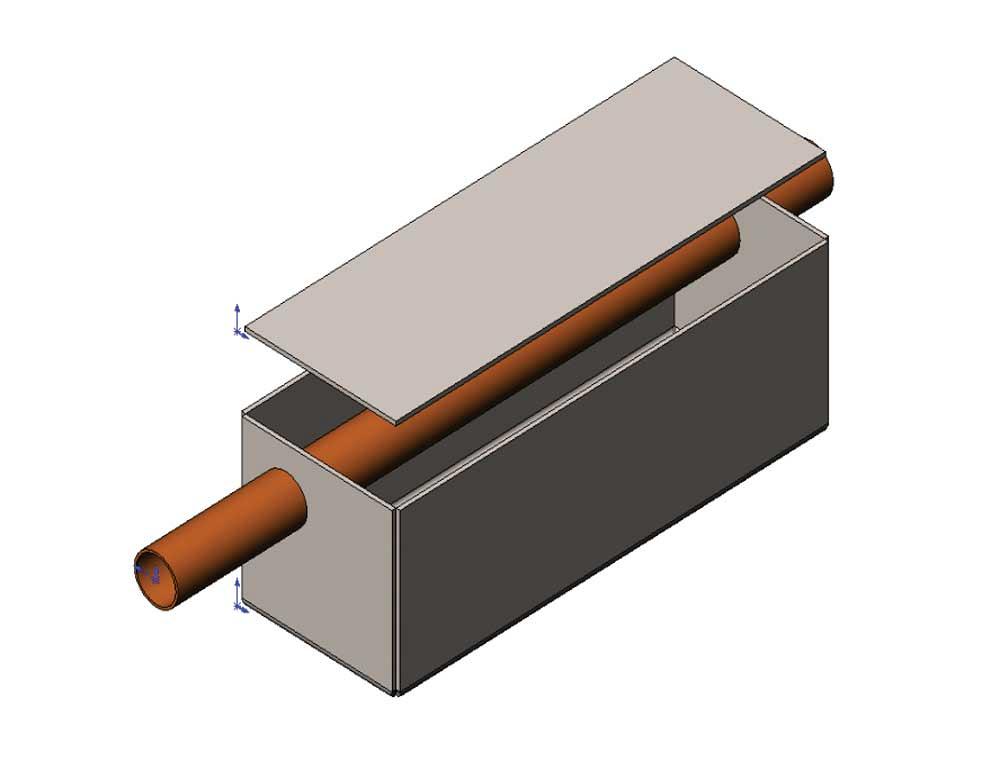
Figure 1
In traditional fabrication, the top of this component is welded flat and the four corner seams are welded together. With more welding comes more rework.
Since the Industrial Revolution, manufacturing processes have become safer, more efficient, and more profitable because of advancements in manufacturing technologies. No single technology has been more impactful to the world of sheet metal manufacturing than the laser. Its influence can be witnessed across the entire spectrum of manufacturing processes when it’s used not only as a tool for cutting, but also for welding.
Laser welding is almost paradoxical in how flexible it is in regard to weld joint geometries. When you consider how restrictive the requirements are for maximum permissible gap, it’s easy to see why. While it’s true that you should maintain a minimal gap seam, the broad range of ways to assemble a part for laser welding means that you can easily overcome those restrictions. It’s a reality that is not only surprising, but hugely beneficial when considering its effects on upstream processes.
While North American manufacturers are showing greater interest in using laser welding as a tool to reduce production costs, most think of laser welding’s benefits along more traditional lines: reducing or outright eliminating rework. If you have a cosmetic component—let’s say a stainless steel appliance for a residential kitchen—you can spend a lot of money on non-value-added processes such as grinding, polishing, and straightening in an attempt to correct the aesthetic imperfections inherent in the conventional welding process. All of this is true, but the benefits of laser welding can reach farther, going all the way back to the thickness of the materials that you choose.
There are two different ways to construct a sealed stainless steel tank. Let’s say you use 3-mm stainless steel for the body and a tube of the same thickness and material that passes entirely through lengthwise. The component isn’t pressurized so you can select a thinner material to reduce manufacturing costs. However, you need thicker side walls for the inserted tube because of the greater strength requirements on the ends.
A modern laser can cut this part quickly, consistently, and with good edge quality (see Figure 1). A modern press brake will give us a good initial outcome, allowing us to change from job to job in minutes. Today we can make this part efficiently and reliably; nevertheless, this part can be improved.
With laser welding, you can achieve high welding speeds that result in a weld seam that doesn’t require any rework. When the welding is finished, the part is finished. This causes a paradigm shift in manufacturing as the old habit of avoiding welds at all cost—typically by adding bends—loses its reverential status and becomes just another option to consider when designing a part. What drives this change in philosophy isn’t merely higher weld speeds and cleanliness. It’s also the possibility that you can weld a flange faster and cheaper than you can bend it from a flat piece.
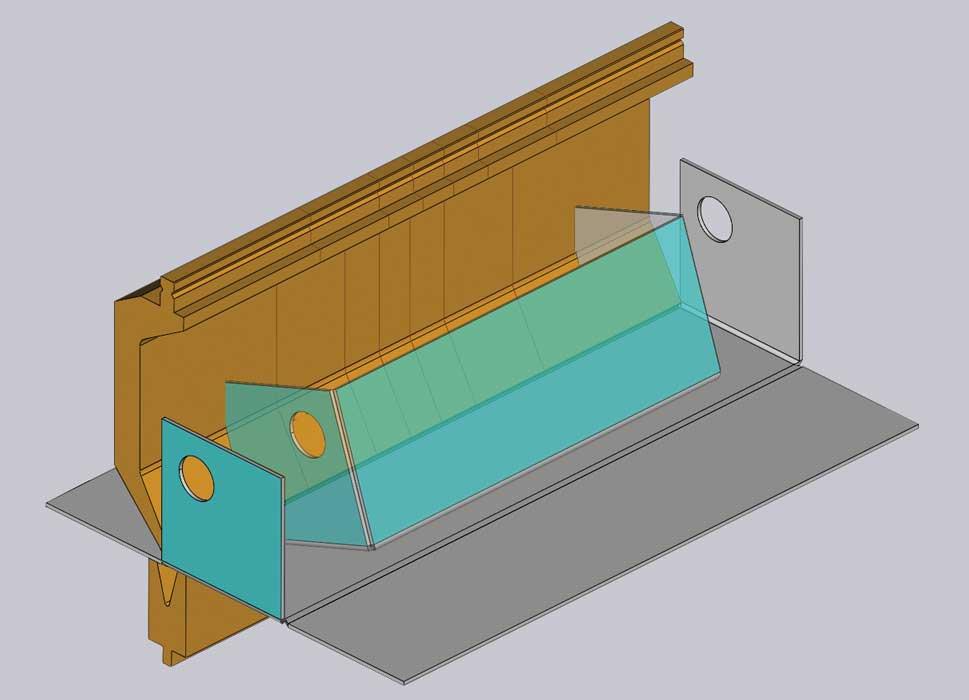
When a part is constructed of four separate components and then laser welded (see Figure 2), the ends, which the tubes pass through, are still made of 3-mm stainless, while the body of the part now is made of 2-mm stainless. This results in material savings that translate into cost savings. The original component weighs 31.91 lbs. when assembled. This example component, however, weighs only 17.34 lbs. That’s a weight savings of 46 percent and a cost savings of $7.29 per part (from $15.96 per part to $8.67 per part) in material costs. Substantial as this is, the benefits follow from thinner metals to the laser cutting process itself. The laser costs associated with this component will be less for two reasons:
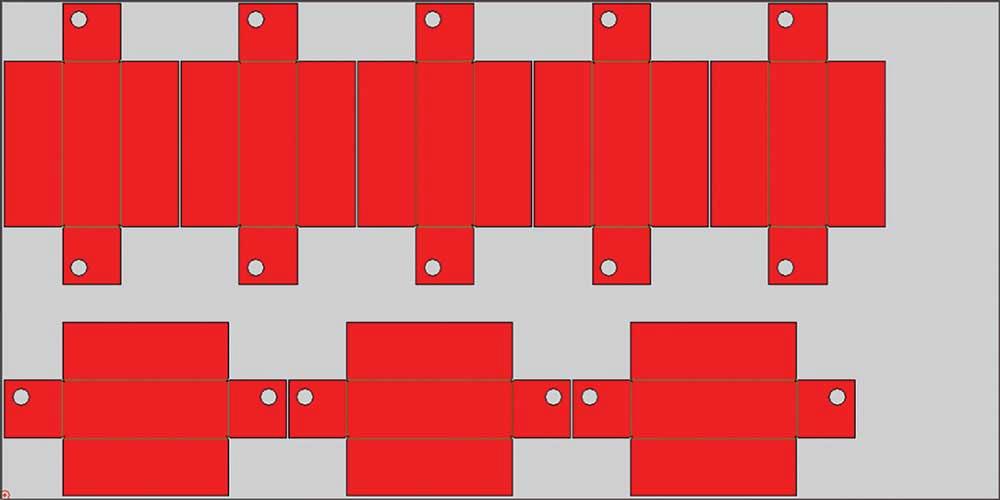
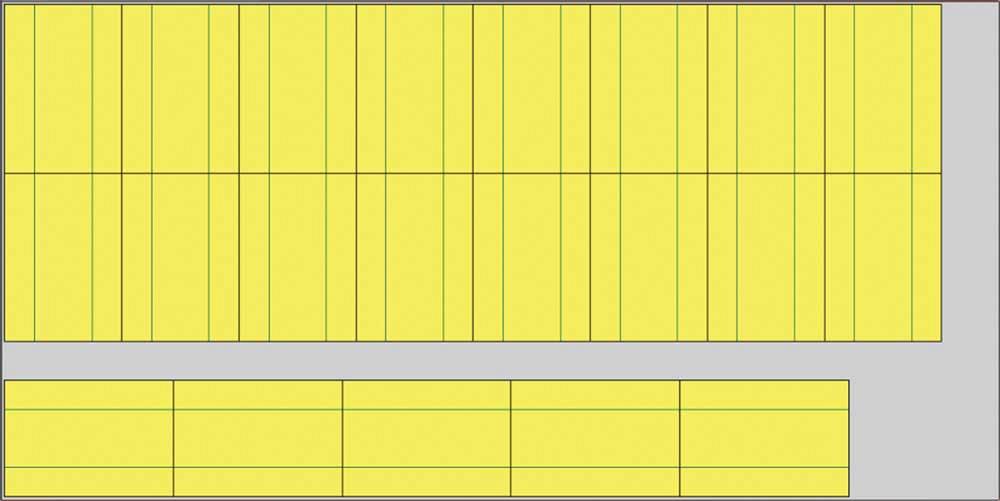
Figure 3 shows the nested pattern for traditionally manufactured parts. Sheet utilization is poor, and though you can improve upon this by adding other parts that require the same material type and thickness, there’s only so much you can do given the geometry of the flattened tanks. This creates a scrap rate of about 43 percent.
The new part design can drastically improve the scrap rate. Because the flattened geometry is a perfect rectangle (see Figure 4), you can add a lot more of the body components to the sheet. Additionally, the geometry on the cut edge is identical from part to part, making it possible to cut a common, shared edge, further improving sheet utilization and processing time. Though each part is only a percentage of the final product, this design far outshines the traditional design because you’re left with a scrap rate of 16 percent.
This design reduces the material thicknesses for most of the body, improves sheet utilization, and makes the bending process more efficient and reliable. With modern press brakes and the availability of active devices to control for bend angle deviations, there is a lower chance that inconsistent parts are presented to the laser welder.
Figure 2
With laser welding, it is possible to construct this same component using two separate bent pieces of 2-mm material and then performing welds in two locations on the formed body.
The fixture built to hold the part guarantees the consistent placement of the weld seams, and any lack of angle or improper blank development will be offset by the zero point in the middle of the component. As for the end bits that are welded on, no inconsistencies can exist in the length of the part as the ends aren’t being formed at all.
Other costs associated with bending decrease. In the first example, there were four bends for the entire part—the same number as there are now—so while no cost savings result in that regard, think about tool setups on the brake. It’s not uncommon for a bent component to be just one size variation of a whole family of similarly shaped parts. Assume that this part has two variations, one 20 in. long and the other 30 in long.
With traditional production, each part would need its own specific tool setup because the final two bends are length-dependent. With the new design, you can add in a length of tooling to accommodate the longest possible variation and simply leave it in the machine (see Figure 5). Since you’re dealing with an open profile, there’s absolutely no need to change the tool setup. With modern clamping systems and automatic tool loaders, this process has become easy and reliable, but not as easy, reliable, or inexpensive as not having to swap tooling out at all.
Laser welding allows a part to be put together in so many different ways. Its influence on production costs can be the most substantial, something that is unfortunately often overlooked when shops are considering capital equipment purchases. We’ve only scratched the surface of what this technology can offer to sheet metal manufacturers, both large and small.

The Welder, formerly known as Practical Welding Today, is a showcase of the real people who make the products we use and work with every day. This magazine has served the welding community in North America well for more than 20 years.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}
{kind=link}