















Articles - Page 213
-

- From The Fabricator

Celebrating the people in manufacturing
Manufacturing Day celebrates what’s at the heart of the real world of progressive manufacturing. It’s about people talking and working together to make their lives, and the lives of their customers, easier.
-
- From The Fabricator

Building a better bike
Bike-making may represent a potential business opportunity for skilled metal fabricators looking to diversify their businesses. Several bike-makers discuss how they got into the business and how they build their bicycles.

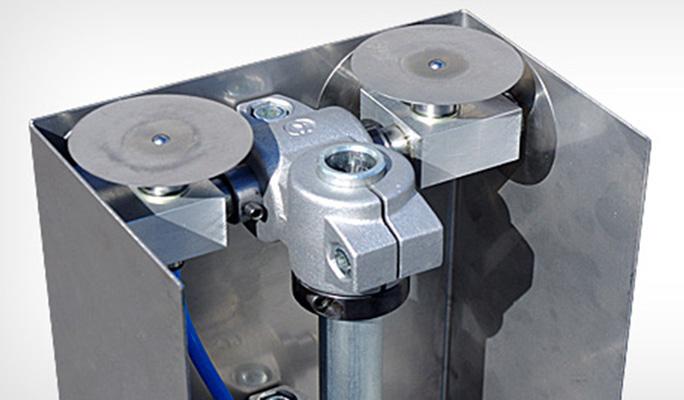
Custom-made tube bender handles challenging shapes, eliminates scrap
Exercise equipment manufacturer Cybex International makes workout machines with tubular frames from parts it bends in-house. The company has quite a bit of bending expertise, but one problem it couldn’t resolve was the bending of short lengths. A custom-made bender from Unison provided Cybex with the capability it needed.
-
- From The Fabricator

Welding prep in pressure vessel fabrication
The welds in pressure vessel fabrication have to be of the highest quality. The proper surface preparation tools and techniques can help to ensure those critical welds pass the toughest inspections.
-
- From The Fabricator

Is manual material handling necessary in the structural steel fab shop?
The days of relying on operators to oversee the transfer of structural steel sections one at a time and convey each member to the proper lineal position for movement to the next operation are numbered. Automation technology is poised to make manual intervention in material handling a thing of the past.
-
- From The Fabricator

Oil country tubular goods hit a rough patch
An industry observer says the OCTG industry is in “turm-oil,” which is hard to dispute. Falling prices, a global economic slowdown, and an excess of supply is going to keep the industry down for the near term.
-
- From The Fabricator
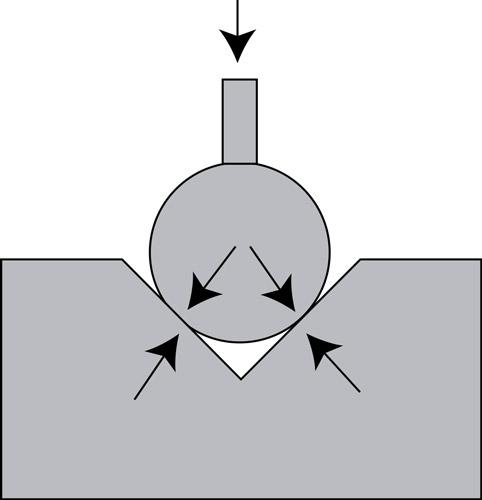
A grand unifying theory of press brake bending: Part II
Radius bends—defined here as any bend with an inside radius greater than 125 percent of the material thickness—require careful calculation, not only because of their significant springback, but also because of the tooling these bends require. This includes the use of relieved dies.
-
- From The Fabricator
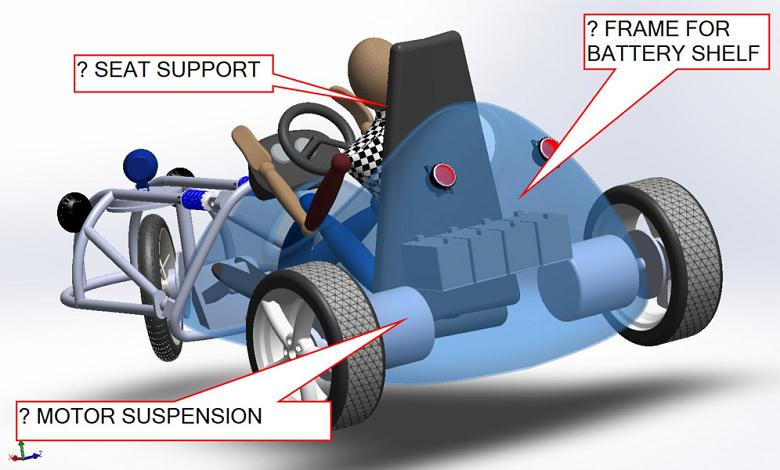
Shop technology and 3-D CAD: In-context modeling
Columnist Gerald Davis continues his work on a go-cart body. This time the focus is on modeling weldments with an eye on accommodating future edits.
-
- From The Fabricator
Customizable welding tables simplify operations and enhance productivity
The best welding tables are multipurpose and designed for maximum efficiency and productivity. Here’s what to look for when choosing tables for your operation.
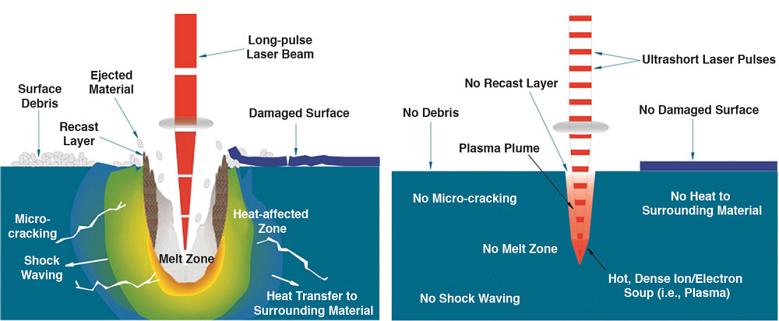
Small-scale laser cutting for stent, tube fabrication
Metal fabricators have been using CO2 lasers for decades and fiber lasers for years, but these technologies aren’t optimal for making the ultrafine features needed for medical devices such as catheters and stents. Femtosecond disk lasers recently have emerged as a viable technology for such applications.

Electropolishing applications and techniques
Electropolishing isn’t necessarily a standalone process; it often complements mechanical finishing. This article examines how two processes provide levels of smoothness, cleanliness, and corrosion resistance beyond those provided by mechanical finishing alone, as it applies to stainless steel base materials.
-
- From The Fabricator
Know your press brake safeguarding options
Press brake users should know how to work with their machine safely, and part of this is knowing what safeguards are available, and what each can and cannot do.
-
- From The Fabricator

Servomechanical press makes foray into hot stamping
As corporate average fuel economy (CAFE) standards require increasingly lighter vehicles, stamping manufacturers look for innovative ways, such as hot stamping, to form increasingly harder metals. Hydraulic presses have been the default technology for hot-stamping presses. Now servo-mechanical presses have entered the arena that hydraulic presses previously soloed, offering improved energy efficiency, cycle time, and reliability.
-
- From The Fabricator

Lightweighting, downgauging bumpers without buckling
The advantages of ultrahigh-strength steels are that they can absorb energy at thinner gauges than mild steels, so metal formers can reduce mass by up to 20 percent by using them. This article, converted from a presentation from the Great Designs in Steel 2015 conference, evaluates optimizing geometries for three different forming processes--hot-forming, hot-stamping, roll forming--to solve challenges to forming thin-gauge materials to achieve light-weighting.
-
- From The Fabricator

How managing by valuation is changing Farris Fab
Farris Fab has grown to become a $24.5 million enterprise. Within the past year company leaders have started to manage by valuation. They have no intention to sell, but maximizing the value of the company also happens to improve the overall operation.
subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Capturing, recording equipment inspection data for FMEA

2
Tips for creating sheet metal tubes with perforations

3
Are two heads better than one in fiber laser cutting?

4
Supporting the metal fabricating industry through FMA

5
Zekelman Industries to invest $120 million in Arkansas expansion
