















Punching and Other Holemaking - Page 3
-

- From The Fabricator
ESAB Auto Drill 30 station performs drilling, tapping, countersinking
ESAB Welding & Cutting Products has introduced its Auto Drill 30 fully automated drilling system.
-
- From The Fabricator

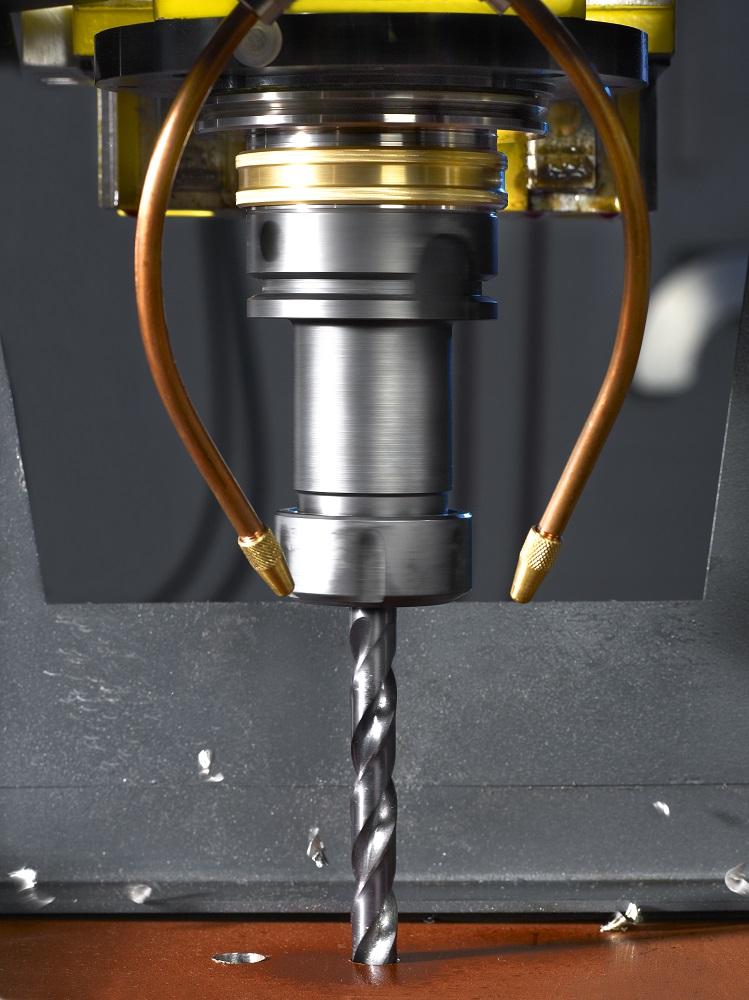
DC165 Advance solid-carbide drills from Walter have four polished margins for less friction
Walter has introduced the DC165 Advance family of straight-flute, solid-carbide drills for nonferrous and cast-iron applications.
-
- From The Fabricator

MicroStep systems from United Precision serve as multifunctional production centers
United Precision offers several models of MicroStep multifunctional machines with drilling capabilities, combining mostly plasma bevel and oxyfuel cutting with machining operations.
-
- From The Fabricator

How a custom metal fabricator doubled revenue amid the pandemic
Dallas-based Edge Fabrication doubled revenue between 2019 and 2022 during a pandemic, supply chain challenges, and an acute labor shortage. It grew with good technology, good data, and good people.
-
- From The Fabricator

TRUMPF Inc. announces executive promotion and new CFO
TRUMPF Inc., Farmington, Conn., has appointed Bettina Steingruber as chief financial officer and Burke Doar as executive vice president.
-
- From The Fabricator

LVD co-founder Robert Dewulf dies
Gullegem, Belgium-based metal fabricating equipment manufacturer LVD has announced that one of its founders, Baron Robert Dewulf, died Aug. 11 at the age of 93.
-
- From The Fabricator
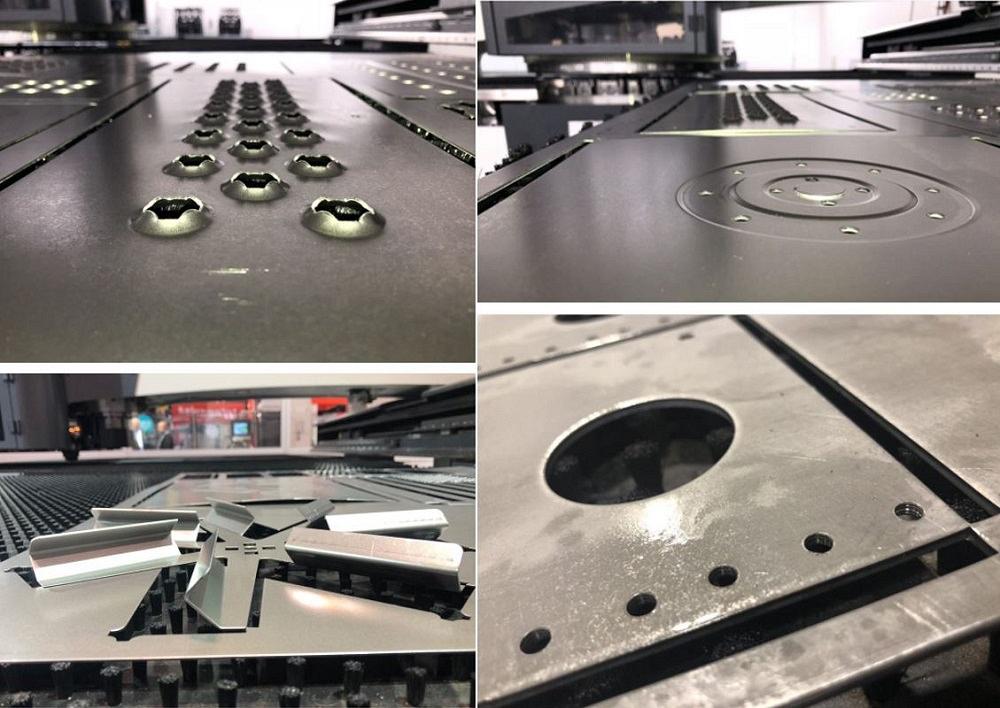
Forming options in the modern punch press grow in metalworking
When it comes to batch runs and producing 3D or formed parts in metal manufacturing, it's tough to beat the cost-per-part efficiency and productivity of the modern CNC punching machine.
-
- From The Fabricator
The Bradbury Group launches new website
The Bradbury Group of companies, a provider of leveling, cutoff, punch, folding, and roll forming machines and automated systems based in Moundridge, Kan., has relaunched its website at www.bradbury.com.
-
- From The Fabricator
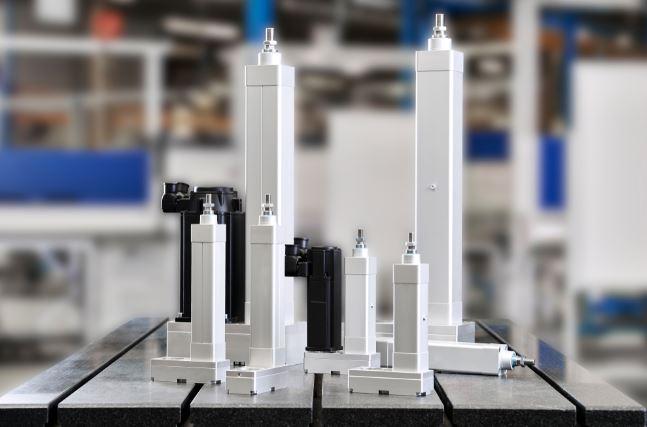
Everything you should know about electromechanical cylinders
Electromechanical cylinders in metal fabricating machinery can help companies save money on energy costs and reduce its carbon footprint.
-
- From The Fabricator
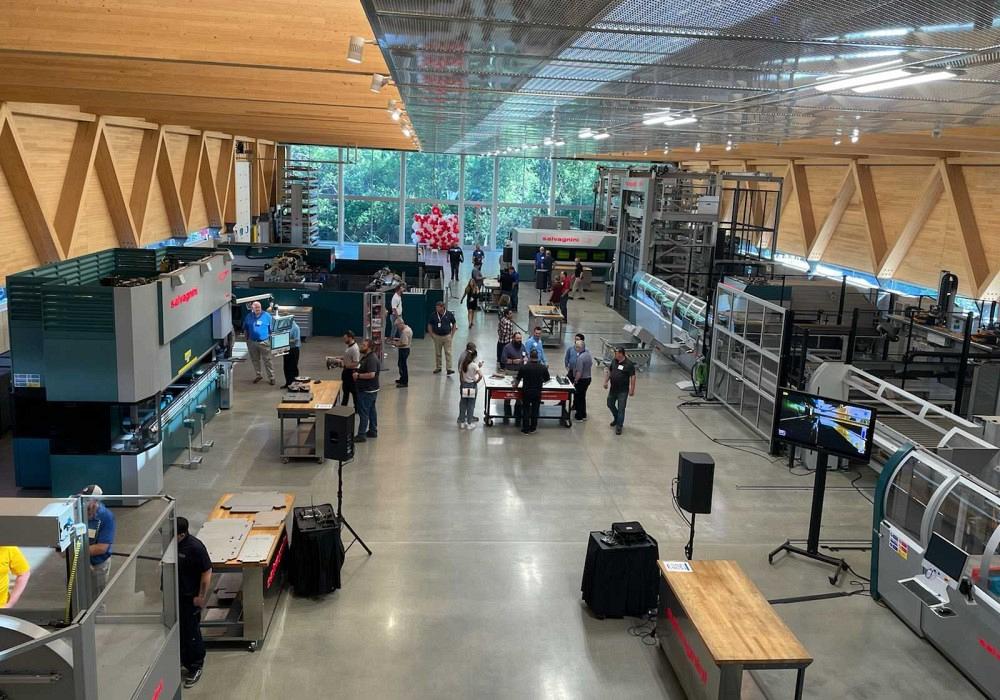
Salvagnini formally welcomes customers to new campus
Salvagnini, a manufacturer of metal fabricating equipment, celebrates new addition to its Hamilton, Ohio, campus.
-
- From The Fabricator

Lantek Expert V2021 destroys slugs created in laser, punching operations
The Lantek Expert V2021 programming system for 2D cutting and punching machines from Lantek Sheetmetal Solutions USA helps destroy slugs created during laser cutting operations.
-
- From The Fabricator
Johnson Controls invests $7.5 million into new fabrication equipment
Milwaukee-based Johnson Controls has invested $7.5 million into new equipment at its 900,000-sq.-ft. commercial HVAC manufacturing plant in Norman, Okla., known as the Johnson Controls Rooftop Center of Excellence.
-
- From The Fabricator

Salvagnini America to host open house June 23, 2022
On June 23, 2022, from 10:00 a.m. to 2:00 p.m., Salvagnini will open its new campus in Hamilton, Ohio, for a one-day demonstration.
-
- From The Fabricator

ICECUT 250 AUTO drill from Walter Surface Technologies includes fully automatic feed
Walter Surface Technologies has introduced the ICECUT 250 AUTO magnetic drilling unit with fully automatic feed.
-
- From The Fabricator
Mate Precision Technologies wins two awards for employee wellness program
Minneapolis-based Mate Precision Technologies, a manufacturer of workholding, punch press tooling, press brake tooling, and laser components, has won two awards for its CheckMate Wellness Program for employees.
subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Podcasting

Patrick Brunken, VP of Addison Machine Engineering, joins The Fabricator Podcast to talk about the tube and pipe...




