















Producing cutting tools: grinding vs. additive manufacturing
Cutting tool experts weigh in on the value of 3D printing cutting tools
Because of its relatively high accuracy and ability to produce fully dense metals, laser-based powder fusion is a primary driver behind the growth of 3D-printed cutting tools. Ceratizit
When faced with a unique part geometry or feature for which no standard cutting tool is available, machinists sometimes braze chunks of carbide together then manually grind the piece to the desired shape. When finished, these ad hoc milling, drilling, and boring tools often look like Frankenstein’s monster.
But as any machinist will attest, you do whatever it takes to get the job done. Will 3D printing make this shop practice obsolete? The president of Rollomatic Inc., Eric Schwarzenbach, is skeptical that it will—and with good reason. He said that no one at the Mundelein, Ill., supplier of cutting tool grinding equipment and accessories has been asked about grinding 3D-printed materials—carbide or otherwise—nor does he think it would make sense to 3D-print a cutter blank and then grind it to the required geometry.
“While the ability to 3D-print a complete cutting tool would have tremendous potential for new product designs, the durability, toughness, and strength needed for most machining operations are not available with 3D-printed materials, at least not as of now,” he said. “Further, good chip evacuation is one of the most important aspects of machining, and one very common failure mode is when the workpiece material packs into the flute surface or rake face. Because 3D-printed material is often very porous in contrast to these polished surfaces, it would hinder chip removal from the cutting area.”
Schwarzenbach said he’s seen 3D-printed tools for display purposes and oversized ones at trade shows. He’s also heard of multinational tool manufacturers who have made 3D-printed milling heads with lightweight body adapters for very specific purposes. An example is Sandvik Coromant’s CoroMill 390, which reportedly provides up to 200% productivity gains. Other toolmakers are following suit.
Kennametal recently developed a lightweight stator bore tool for a manufacturer of electric vehicle components. Star Cutter has added 3D-printed monoblock tool bodies to its lineup, and Mapal uses SLM (selective laser melting)-style printers to produce brazed polycrystalline diamond “bell” tools for machining hydraulic hose connections.
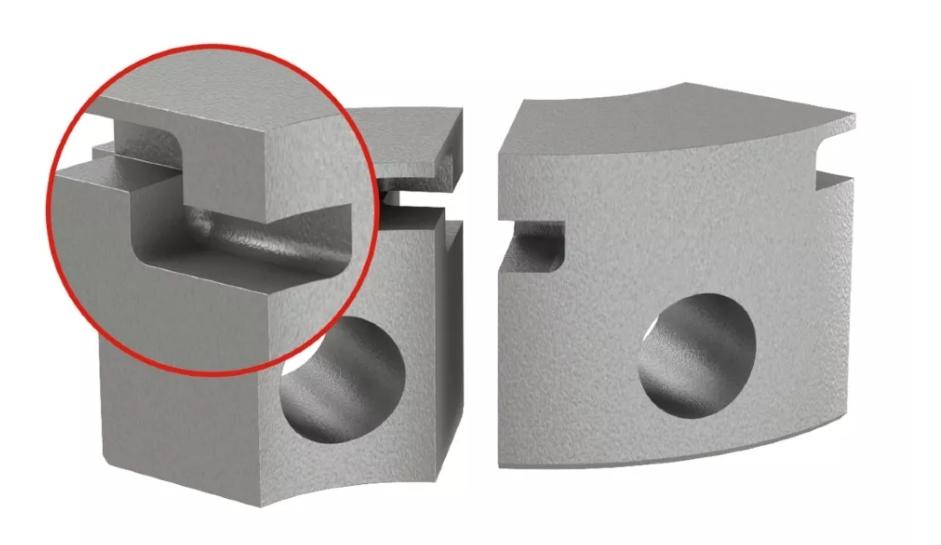
Another member of this band is Ceratizit Group, which is headquartered in Luxembourg and has a U.S. office in Warren, Mich. Uwe Schleinkofer, head of research and development at Ceratizit Group, pointed to a recent customer success story in which the toolmaker 3D-printed a multifluted indexable cutter body for finish-machining an electric motor housing. As with Kennametal’s stator bore tool, lightweighting was a primary goal of 3D-printing the cutter body. Schleinkofer added that “digital fine adjustment and tool life monitoring were useful add-ons made possible through 3D printing.”
These examples of 3D-printing carbide cutting tools are interesting and fill distinct and necessary needs. But they are niche applications; it appears additive manufacturing will be limited to such applications. Or does it? Schleinkofer agreed that in the case of cemented carbide, a reliable process able to provide the same quality as conventional manufacturing technologies had not been developed. Until recently.
Though details are scarce, Ceratizit has developed an additive process that not only achieves the customary quality of products manufactured by pressing and machining, but it lets the company respond better to customer requirements. Schleinkofer said: “We can 3D-print polymers, rubber, steel, specific hard ceramics, refractory metals, and, yes, cemented carbide. The challenges of making them—achieving the desired accuracy, part shape, surface quality, and a completely dense material—are the typical ones that all additive manufacturers face. But it is still an ideal solution for small volumes and high component complexity.”
Heating Up
A caveat of 3D printing is that tools emerge from the build chamber in the “green” state, and, like all carbide, must be sintered in a high-temperature oven before being ground on a tool-and-cutter grinder.
But what if manufacturers could eliminate this sintering step and print the carbide cutting tool to near-net shape? After all, tungsten is a refractory metal, and as noted previously in The Additive Report, these tough, hard, heat-resistant metals can be 3D-printed. Can tungsten carbide be all that different?

This four-flute, solid-carbide end mill features a variable helix, unequal flute spacing, and extreme accuracy. Although 3D printing might achieve comparable cutter geometries, the precision and surface finish remain out of reach. Rollomatic
Perhaps not. Markus Wilms is a materials expert for laser-based additive manufacturing technologies at Fraunhofer ILT, one of the world’s leading centers for contract research in laser development and applications. He explained that the Munich-based firm is working on a project funded by Germany’s Federal Ministry for Economic Affairs and Energy. Its goal? To produce 3D-printed indexable inserts and drills from tungsten-carbide cobalt (WC-Co).
“We are working together with materials experts from [IWM Institute], tooling experts from RWTH Aachen University’s [Laboratory of Machine Tools and Production Engineering], and a quite large consortium of metal powder providers, LPBF [laser powder bed fusion] machine manufacturers, and other industrial partners,” said Wilms. “The technology is not yet commercial, but we hope to get closer to this status by the project’s end in 2023.”
The Goldilocks Approach
There’s a healthy demand from industry for 3D-printed cutting tools made from WC-Co, Wilms said. Aside from eliminating significant amounts of subtractive manufacturing (such as grinding) associated with traditional processes, 3D printing offers the possibility to manufacture tools to near-net shape.
Additionally, LPBF can produce integrated, application-specific cooling channels, which should increase these products’ lifespans. But because WC-Co is a composite material with an extremely high tungsten content, it’s challenging to laser-sinter.
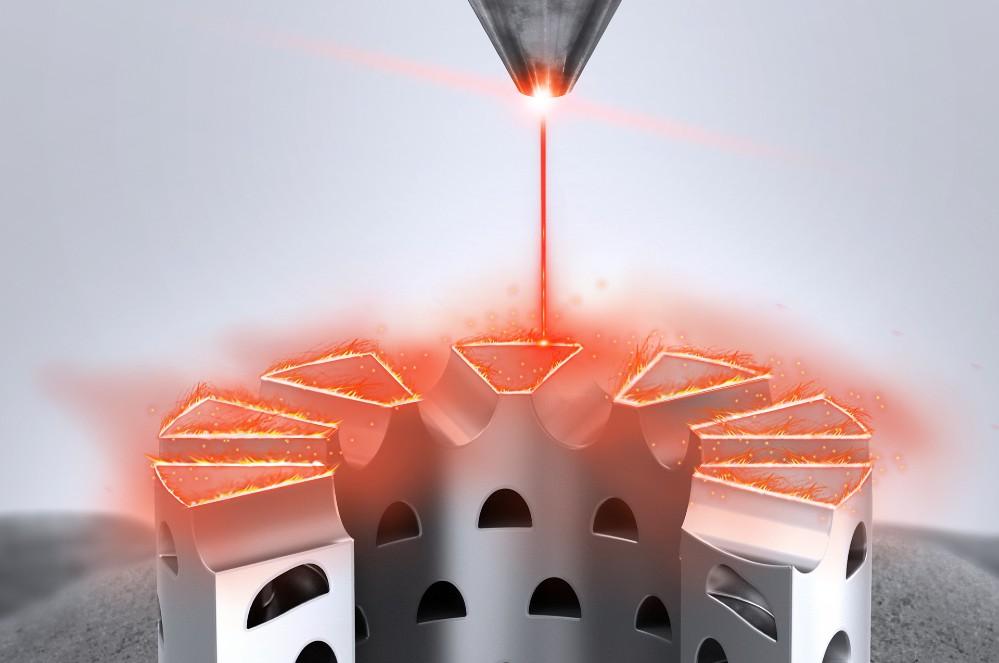
The solution is to radically adjust build parameters. Where the printing of hard materials with LPBF typically involves some level of baseplate preheating, Wilms and his team have experimented with temperatures up to 900 degrees C (1,650 degrees F), nearly twice as high as commercial LPBF printers. However, such temperatures led to anomalous WC growth and other adverse effects within the material’s’ microstructure. On the other hand, lower preheating temperatures resulted in the formation of defects such as cracking or lack of fusion.
The solution has been a Goldilocks approach, one that’s not too hot and not too cold. “We developed the idea of using a near-infrared device to heat the powder bed from the top in combination with the conventional baseplate heating device,” Wilms explained. “This allows us to reduce the overall heat input into the printed part during the building process and, hopefully, reduce WC grain growth.
”It’s too early to tell whether 3D-printed WC-Co will reach the mechanical properties of its conventionally manufactured counterpart", he added, "although achieving this would certainly lead to commercial uses."
The technology could then be transferred to other challenging materials, such as high-strength nickel-based alloys, refractory metals, and intermetallics—a type of metal alloy boasting a crystallographic structure that provides superior mechanical properties at elevated temperatures.
About the Author

Kip Hanson
About the Publication

- Podcasting

{kind=link}
{kind=link}
{kind=link}
{kind=link}
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles