















Bond3D promotes its voidless additive manufacturing process for PEEK parts
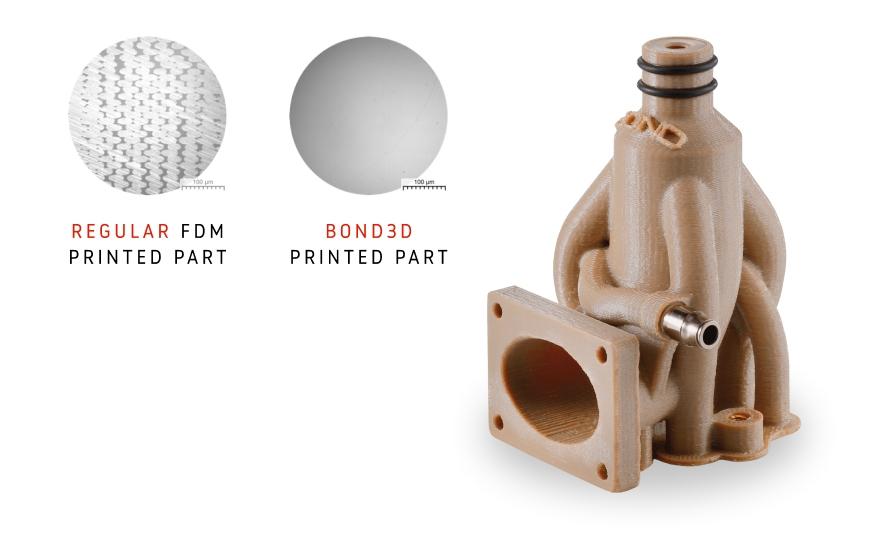
Pressure-controlled “bondability” technology yields higher-density parts than conventional FDM printing, says Bond3D.
The Dutch company Bond3D reports that its additive manufacturing system eliminates most of the voids found in PEEK parts produced by FDM (fused deposition modeling)-style AM technologies.
Compared to parts made from bulk PEEK materials, FDM-produced products have a product density of approximately 85% and dramatically less strength in the Z-direction (vertical). The key element of Bond3D’s system, which includes hardware, software, and slicing technology, is pressure-controlled, voidless printing. It reportedly yields highly isotropic parts having a density exceeding 99%.
The conventional FDM process works by controlling flow of the molten material to be printed, explains Bond3D. But because of the natural variability of process conditions, this can lead to over- or under-extrusion, meaning too much or too little material is printed. Overextrusion can necessitate scrapping the part, so additive manufacturers generally prefer the safety margin created by underextrusion. This, however, results in voids and compromises product strength.
Bond3D’s solution—called “bondability”—is pressure-controlled printing, where flowing molten material fills the gaps between previously printed lines. Material flow continues until the pressure in the melt pool below the print nozzle starts to exceed the setpoint, indicating that no more material can be added. When the gap has been filled, adjoining lines have bonded completely.
The company’s printer incorporates three printheads, allowing multimaterial or multiresolution printing; a heated print bed and build chamber for optimal process conditioning; and a build volume of 400 by 400 by 400 cu. mm.

The company’s printer incorporates three printheads, allowing multimaterial or multiresolution printing, a heated print bed and build chamber for optimal process conditioning, and a build volume of 400 by 400 by 400 cu. mm.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles