















Principios del doblando: Analizando deducciones de doblez y aperturas de dado
Por qué importan las deducciones de doblez y las aperturas de dado precisas

Figura 1: En el cálculo de la holgura de doblez, usted usa el ángulo de doblez complementario.
Nota del editor: el presente es el primer artículo de una serie sobre principios de operación de la prensa. La información viene del programa de capacitación en línea de Fundamentals of Press Brake Operations e-Fab, presentado por Steve Benson de ASMA LLC y disponible en Fabricators & Manufacturers Association. También hay material proveniente del Programa de Certificación de Prensas de la FMA (Precision Press Brake Certificate Program), presentado por Benson y que se mantiene en sitios en todo el país. Para más información, visite www.fmanet.org/training o llame al teléfono 888-394-4362. Las figuras son cortesía de ASMA LLC, 2952 Doaks Ferry Road N.W., Salem, OR 97304, 503-399-7514, www.asmachronicle.com.
El embutido y el acuñado con la prensa tuvieron su auge. Sin embargo, durante las últimas décadas el formado con aire se ha convertido en el estándar de la industria. Así que, al conformar con aire, ¿cómo selecciona usted la apertura de su dado inferior? ¿Elige una apertura de dado que es 6 veces el espesor del material, 8 veces, 10 veces, o hasta 12 veces?
Mientras más angosta sea la apertura del dado, más tonelaje requerirá para doblar una parte. Si usted es un operador nuevo, o si le preocupa exceder los límites de tonelaje, puede elegir una apertura de 10 a 12 veces el espesor del material; si no le preocupa el tonelaje, puede intentar con una apertura de dado de sólo 6 veces el espesor.
Casi todas las prensas vienen con una tabla de tonelaje, y muchos fabricantes de herramientas publican información sobre el tonelaje máximo para cada he-rramienta que hacen. Usted usa una fórmula para calcular los requerimientos de tonelaje para un trabajo específico para estar seguro de no forzar su máquina más allá del límite de carga del herramental así como el límite de carga de la cortina especificado por el fabricante de la prensa (vea la barra lateral El tonelaje importa). La colocación de herramientas en la cama, el tipo de operación de doblado y otros factores entran en escena.
Pero en el formado de aire con prensa, la apertura del dado sí que afecta el tonelaje por pie disponible. Así que ¿cuál es la apertura perfecta del dado—6, 8, 10 ó 12 veces el espesor del material? Según una regla empírica ampliamente usada, una apertura perfecta del dado es 8 veces el espesor del material. Bueno, esto funciona, pero sólo cuando hay una relación uno a uno entre el espesor del material y el radio interior deseado. Sin embargo, si desea poner un radio de 3 pulgadas en un material de 0.036 pulgadas de espesor, esa regla empírica de 8 veces el espesor del material simplemente no funciona.
He aquí la razón. En el embutido, el perfil del punzón en realidad estampa el material a un valor un poco mayor que el espesor del material. En el embutido, el punzón presiona tan fuerte sobre el material que lo adelgaza y de hecho realinea la estructura molecular del metal, razón por la cual el acuñado se usa poco en estos días, al menos a propósito. Sin embargo, en el formado con aire la apertura del dado establece el radio del doblez.
Esto se hace evidente cuando vemos el formado de aire en acción. Para formar con aire, el punzón baja a un cierto punto, pero a diferencia del embutido, la pieza de trabajo no se conforma apretadamente alrededor del radio del punzón; más bien, se produce el radio interior como un porcentaje de la apertura del dado. Si usted cambia la apertura del dado, cambia el radio del doblez interior que produce—a veces de forma significativa. Si cambia el radio de doblez interior, puede cambiar la cantidad de elongación del material en cada doblez; la deducción del doblez (BD) a su vez cambia la parte, y entonces usted no podrá formar la parte a las dimensiones deseadas.
La regla del 20 por ciento
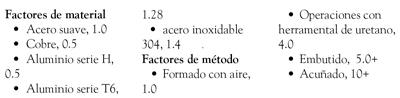
La regla del 20 por ciento muestra cómo cambios sumamente pequeños en la aper-tura del dado afectan el radio de doblez interior resultante. Esta regla establece que el radio de doblez interior de una parte formada con aire será el 20 por ciento de la apertura del dado. A diferencia de la mayoría de las reglas empíricas en el gremio, ésta no se basa en acero laminado en frío, sino que usa como base el acero inoxidable 304. En el acero laminado en frío es de 15 a 17 por ciento, aluminio suave (serie 50) de 14 a 16 por ciento, acero inoxidable 304 de 20 a 22 por ciento, y laminado en caliente decapado y aceitado de 12 a 14 por ciento.
Aquí, sigue siendo útil usar como base acero laminado en frío con una resistencia a la tensión de 60,000 PSI. Si usted está trabajando con otro material, puede multiplicar la resistencia a la tensión por esta base. Así que, si su metal tiene una resistencia a la tensión de 120,000 PSI, es el doble de la resistencia a la tensión del acero laminado en frío. Por lo que usted multiplica 15 por ciento por 2, y encuentra que su radio interior será aproximadamente 30 por ciento de la apertura de dado.
Debido a que las características de la aleación pueden variar, la regla cubre una gama de porcentajes, por lo que usted puede empezar con el valor medio y ajustar según sea necesario en el transcurso del tiempo. Digamos que tiene tres piezas de prueba de acero laminado en frío calibre 16 (todas con la misma dirección de grano) y las dobla usando un punzón con radio de 1⁄32 de pulgada usando el valor de porcentaje medio para tres diferentes aperturas de dado. Una apertura de dado de 0.473 pulgadas puede producir un radio de doblez interior de 0.70 pulgadas. Una apertura de 0.551 pulgadas produce un radio de doblez interior de 0.082 pulgadas. Y una apertura de 0.984 pulgadas puede producir un radio de doblez interior de 0.147 pulgadas. Ésa es una enorme variación de radio, y el ancho del dado cambió en alrededor de media pulgada.
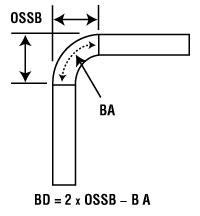
Figura 2: Cada doblez tiene dos límites exteriores (OSSB). Así que para calcular la deducción de doblez, multiplique el OSSB por 2, y luego reste la holgura de doblez (BA), que es la longitud del doblez a lo largo del eje neutral.
Principios de la deducción de doblez
Todo doblez se alarga—con frecuencia se le llama crecimiento o estiramiento, aunque alargar es el término técnicamente preciso. Debido a esto, usted puede deducir ciertas cantidades de ese valor a partir del tamaño de la pieza plana, de forma que cuando el material se doble, éste se alargue a la dimensión requerida por el plano. El alargamiento ocurre debido a que el eje neutral del doblez se recorre hacia el radio interior.
Cada doblez consta de un ángulo de doblez y un radio de doblez interior. Si dos dobleces en una parte tienen el mismo ángulo de doblez y radio interior, ambos tendrán la misma deducción de doblez. Si otro doblez en la parte tiene una combinación diferente de ángulo/radio interior, requerirá su propio cálculo de deducción de doblez.
Aunque las tablas modernas de deducciones de doblez son relativamente precisas, las tablas más antiguas tenían importantes variaciones. Se han publicado más de 100 gráficas de deducciones de doblez al paso de las décadas, y ninguna de éstas concuerda por completo con otra. Digamos que usted está poniendo un radio de 0.063 pulgadas en acero laminado en frío de 0.060 pulgadas. Una gráfica puede darle una deducción de doblez de 0.106, otra de 0.136—con una diferencia de 0.030 pulgadas. Esto puede no ser un gran problema si usted está trabajando con tolerancias poco exigentes y tiene un número limitado de dobleces. Sin embargo, en una parte con múltiples dobleces, esa diferencia de 0.030 pulgadas se acumulará, haciendo eventualmente imposible formar una parte según el plano.
Ciertamente, a los clientes puede no importarles el radio interior. El plano de la parte puede especificar un radio específico, pero mientras que la parte concuer-de y funcione como se espera, es poco probable que saquen sus calibradores para medir cada doblez. Pero si usted determina la deducción de doblez precisa requerida para un radio en particular, de hecho hace más fácil la manufactura y reduce el número de errores inherentes. Por lo tanto, su rendimiento sube y usted es mucho más productivo.
Para empezar, usted necesita saber qué le ocurre a la hoja metálica cuando se dobla. Durante cada doblez, el eje neutral del material—donde el material ni se comprime ni se expande—se recorre hacia el radio interior. La holgura de doblez es la longitud del doblez medida en el eje neutral del material.
Es aquí donde entran en escena la geometría y la trigonometría. Holgura de doblez =[(0.017453 × Radio de doblez interior) + (0.0078 × Espesor del material)] × Ángulo de doblez complementario. Puede insertar el valor del radio de doblez interior determinado por la regla del 20 por ciento. Para el ángulo de doblez, usted usa el ángulo complementario (vea la Figura 1). (Esta fórmula incluye el factor K y otras funciones matemáticas que serán cubiertas en artículos futuros de esta serie.)
Luego, usted necesita saber el límite exterior del doblez, que es la distancia desde el vértice, donde los dos planos del doblez intersecan las superficies interio-res, al punto tangente del doblez, donde el metal plano se convierte en un metal curveado. He aquí la fórmula, fácilmente aplicable con una calculadora científica: Límite exterior = [tangente (grado de ángulo de doblez / 2)] x (Espesor del material + Radio de doblez interior).
En este punto, usted conoce el límite exterior y la holgura de doblez. Ahora está listo para calcular la deducción de doblez: de nuevo, la cantidad de material deducida de la pieza plana para tener en cuenta el alargamiento del material durante cada doblez (vea las Figuras 2 y 3).
He aquí la fórmula: Deducción de doblez = (2 x Límite exterior) – Holgura de doblez. Con la deducción de doblez a la mano, puede determinar el tamaño co-rrecto de la pieza plana, y programar la prensa para que los dedos del tope trasero tengan en cuenta el alargamiento del material durante cada doblez.
La base del doblado
Cálculos geométricos y trigonométricos como éstos representan la base de la operación de la prensa. Por supuesto, los controles y software moderno pueden automatizar muchos de estos cálculos. Sin embargo, en su compañía de fabricación ese equipo moderno no siempre está disponible. Además, el simple hecho de que una máquina sea vieja no significa que no pueda ser productiva.
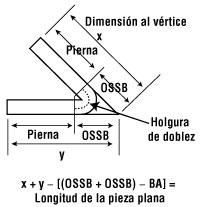
Figura 3: Muestra los principios del desarrollo de la pieza plana. Las dimensiones x y y van al vértice. Para considerar el alargamiento del doblez, sume x y y, y luego reste la deducción de doblez. La deducción de doblez es el doble del límite exterior (OSSB + OSSB) menos la holgura de doblez.
Y esto es sólo el principio. Como operador de prensa, usted tiene muchas variables de qué ocuparse. ¿De qué tipo de doblez se trata—cerrado, en radio o profundo? ¿Cuál es la dirección del grano? Y la lista sigue. (Nota del editor: este tema y más será cubierto en futuras entregas de esta serie).
Lo más importante, si conoce las matemáticas, usted sabe exactamente qué pasa en cada doblez. Las tablas y reglas empíricas son útiles, pero en la fabricación con precisión en metal, de hecho usted debe ser preciso. Mientras más conocimiento tenga, mejor y más productivo puede ser.
About the Publication

subscribe now

FMA Communications ha introducido al mercado la edición en Español de la revista The Fabricator. Esta versión consiste del mismo tipo de artículos técnicos y sección de lanzamientos de nuevos productos que actualmente presentan el personal de primera categoría de Fabricator en Inglés.
start your free subscription- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Los operadores de prensa dobladora inexpertos hacen indispensable el repensar la seguridad

2
La mezcla de gas auxiliar impulsa la tecnología del láser de fibra

3
Prescripción para la reducción del desperdicio: arreglo esbelto de las instalaciones

4
Máquina de corte por láser diseñada para el mercado mexicano

5
La sierra de doble carro sigue los contornos del tubo perfectamente
