















President
Si la imagen no se puede visualizar, cliquee en el número de la figura para verla
El comunicar la posición correcta de soldar es vital para toda aplicación de soldadura. De lo contrario, un soldador puede encontrarse soldando en posiciones para las cuales no está calificado—y eso no es nada bueno.
Han sido usadas desde la primera Sección IX de "Boiler and Pressure Vessel Code" (Código de Contenedores a Presión y Calderas) de ASME surgido en 1941, y muy probablemente antes. Han sido un pilar de las escuelas de soldadura y centrales para las pruebas de calificación de soldadores por generaciones. Usan números arbitrarios para indicar la posición de la soldadura, de 1 (plana) a 4 (elevada). La G significa groove (ranura), la F fillet (en ángulo). El número 5 aparece cuando se suelda una ranura de tubo cuando el eje del tubo es horizontal (5G), y 6 cuando el eje del tubo está inclinado a un ángulo de 45 grados (6G).
Pero note: éstas no son posiciones de soldadura de producción.
Más bien, son posiciones de pruebas estandarizadas. De manera más precisa, son posiciones definidas de manera discrecional de cupones de prueba usados al probar a los soldadores y algunas veces a los procedimientos. Según los códigos de soldadura, cada posición de prueba tiene una tolerancia de ±15 grados a partir de los planos horizontal y vertical definidos y ±5 grados a partir del plano inclinado. Con base en la posición en la cual el soldador hizo la prueba, la Sección IX provee la tabla QW-461.9 que muestra la posición de soldar (plana, vertical, elevada u horizontal) para la cual el soldador está calificado; otros códigos proveen tablas similares.
Lo mismo aplica para las designaciones de pruebas de soldadura en ISO 6947, "Welds—Working Positions—Definitions of Angles of Slope and Rotation" (Soldaduras—Posiciones de Trabajo—Definiciones de Ángulos de Pendiente y Rotación). Sus designaciones PA, PC, PF, PG, PE, y PF de tubo corresponden aproximadamente a las posiciones de prueba 1G, 2G, 3G, 4G, y 5G de tubo usadas por los códigos de E.U. (Para soldadura de tubos, el código ISO designa la posición 6G como dos pruebas separadas, cuesta arriba [HL045] y cuesta abajo [JL045].)
Estas designaciones se refieren únicamente a posiciones de soldadura de prueba, no a posiciones de soldadura de producción, las cuales son contiguas y cubren todas las orientaciones posibles.
Hay que reconocer que hacer la distinción entre las posiciones de prueba y de producción no es muy relevante actualmente como lo fue antes de 1974, cuando los procedimientos de la Sección IX de ASME también tenían que ser calificados para las posiciones en las cuales se usarían. No obstante, la industria necesita nuevos soldadores más que nunca, y comunicar las bases de soldadura nunca ha sido tan importante.
Por lo tanto, este artículo sirve para ambos propósitos. Primero, aclara la distinción entre las posiciones de soldadura de prueba y de producción para soldaduras de ranura en placa. Segundo, da ilustraciones que aclaran las múltiples posiciones posibles de soldadura, posiciones que todo nuevo soldador o inspector necesita entender al entrar al campo.
Soldaduras de Ranura: Posiciones de Prueba contra Posiciones de Producción
Los códigos de soldadura definen las posiciones de soldadura de producción de manera muy específica. Visualice dos placas colocadas planas sobre la mesa. Esa placa puede rotarse en dos planos: uno en el cual usted agarra la placa en un extremo de la soldadura y la sube y la baja (eje de inclinación), y el otro en el cual usted agarra un borde paralelo al eje de soldadura y la sube y la baja (eje de rotación de cara) (vea la Figura 1).
Para el principiante, estos rangos no son necesariamente intuitivos. Los ángulos de inclinación son simples, de 0 grados (plano) a 90 grados (vertical). La rotación de la cara de soldadura, sin embargo, puede ser confusa. El código especifica que "0 grados" significa que la soldadura está hacia abajo, como para la soldadura elevada; éste es el punto de referencia. Cada una de las demás posiciones se mide, yendo en el sentido de las manecillas del reloj, a 90 grados (horizontal), a 180 grados (con la soldadura hacia arriba, para soldar en la posición plana), a 270 grados (horizontal de nuevo), a 360/0 grados, con la soldadura de nuevo viendo hacia abajo.
La posición 1G es una posición de prueba de soldadura de ranura en la cual el metal de la soldadura se deposita desde arriba. Según los códigos, la inclinación de la soldadura no debe desviarse más de 15 grados hacia arriba y hacia abajo a partir del plano horizontal, y la cara de la soldadura no debe rotar más de ±5 grados con respecto a esa posición viendo hacia arriba (vea la Figura 2).
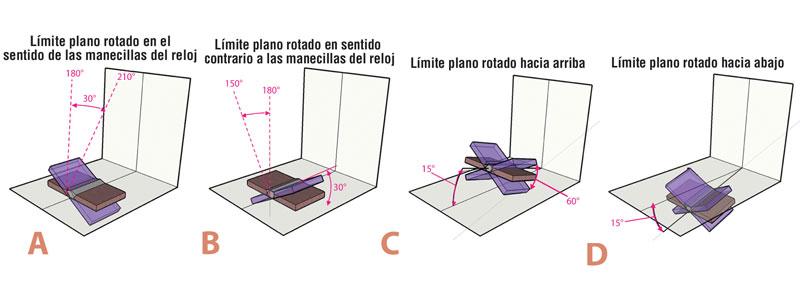
Compare esto con la posición plana para una soldadura de ranura en placa, como se describe en ASME Sección IX, AWS D1.1, y otros códigos de construcción. La inclinación puede ser de 0 a 15 grados, pero la rotación de la cara de la soldadura es de 150 a 210 grados. En otras palabras, la placa puede inclinarse de lado a lado hasta 30 grados y seguir considerándose una soldadura plana (vea la Figura 3).
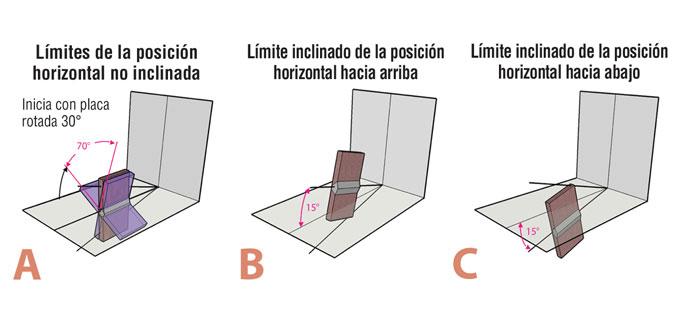
Lo mismo aplica para la posición de prueba 2G (vea la Figura 4). De nuevo, la posición de prueba varía sólo en las cantidades especificadas en la figura. No es equiparable, sino que más bien es un subconjunto de las múltiples variaciones posibles en la posición de soldadura de producción horizontal, la cual inicia donde quedó la posición plana, y gira, como se muestra en la Figura 5.
Según el código, la prueba 4G implica una soldadura en un plano horizontal con el metal de soldadura depositado desde abajo. 4G es de hecho una posición elevada, pero sólo una entre muchas, como se muestra en la Figura 6. La placa puede girar e inclinarse en una cantidad significativa y seguir siendo llamada soldadura de posición elevada. Sin embargo, con todas las soldaduras de ranura elevadas, la raíz está en la parte superior y el metal de soldadura se alimenta desde abajo.
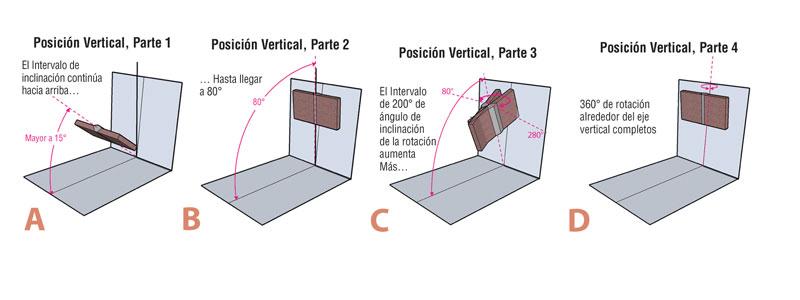
La soldadura vertical, según el código, tiene un eje de inclinación de 15 a 80 grados, durante el cual la cara de la soldadura puede rotar de 80 a 280 grados—o 200 grados de lado a lado. Cuando la inclinación de la soldadura es entre 80 y 90 grados, la soldadura puede girar 360 grados, y seguirse llamando soldadura vertical Figura 7).
Comunicación Clara, Primordial
La distinción entre las posiciones de soldadura de producción y las posiciones de soldadura de prueba pueden parecer un asunto menor, pero es importante darse cuenta de que son diferentes, cada una con sus límites de orientación específicos. Y el reto de explicarlo es mayor de lo que se pudiera pensar. La soldadura es una ciencia visual, e identificar la posición de una soldadura en el espacio verbalmente puede ser una tarea desafiante.
Cuando usted entiende las posiciones de la soldadura de ranura, reconoce que las posiciones de prueba de la soldadura en ángulo y las posiciones de producción de la soldadura en ángulo son similares—pero no las mismas—que las posiciones de la soldadura de ranura.
Finalmente, es importante que los soldadores, supervisores y personal de aseguramiento de la calidad entiendan estas distinciones y limitaciones de posición; de lo contrario, los soldadores pueden estar soldando en posiciones para las cuales no están calificados, y eso no es nada bueno.


FMA Communications ha introducido al mercado la edición en Español de la revista The Fabricator. Esta versión consiste del mismo tipo de artículos técnicos y sección de lanzamientos de nuevos productos que actualmente presentan el personal de primera categoría de Fabricator en Inglés.
start your free subscriptionIn this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}