















The pressure's on!
Exploring Challenger Deep35,000 feet and counting
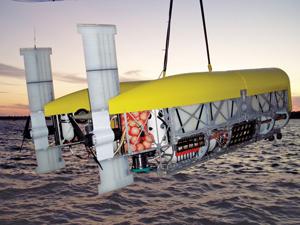
The fictional Captain Nemo piloted his submarine Nautilus 20,000 leagues under the sea. But Nereus, a hybrid remotely operated vehicle (HROV), enables real scientists to explore the deepest areas of the ocean. For example, the Challenger Deep section of the Mariana Trench—35,838 feet below sea level—was visited very briefly four decades ago by pioneering oceanographers. Technology limitations have prevented routine access to these remote regions, and they have not been explored in detail until now.
Designed and fabricated by Woods Hole Oceanographic Institution (WHOI), Woods Hole, Mass., Nereus can conduct scientific research while tethered to a ship or navigating freely. It can carry a 25-kg payload for collecting core, rock, and biological and water samples. It also measures temperature and can take still or video images. To control the vessel, scientists send a signal via a fiber-optic cable.
WHOI is a private, independent organization dedicated to marine research, engineering, and higher education. Its primary mission is to understand the oceans and their interaction with the Earth as a whole, and to communicate a basic understanding of the oceans' role in the changing global environment. WHOI is world-renowned for its deep-sea submersible vehicle Alvin, which is most famous for exploring the wreck of the Titanic.
Nereus, the development of which was funded by the National Science Foundation, must be able to work under intense pressure. At Challenger Deep, a portion of the South Pacific Ocean off the coast of the Marianas Islands, the water is an estimated 35,838 ft. deep and exerts a pressure of 15,751 PSI on anything or anyone that dares to navigate at those depths. That's more than 1,000 times the atmospheric pressure at sea level. Needless to say, weld quality was critical in Nereus.
Keeping It Straight
Welding heat also created an old-fashioned oil can problem (see Figure 1). The smaller sections on the bottom of the pods designed with an X configuration had insufficient mass to dissipate the heat of welding. They subsequently popped out of plane.
When working with aluminum, Ekblaw said, "The question is, When you weld it, can you keep it straight? I had a lot of experience doing that with the 12-meter America's Cup yachts. We had to hold tolerances to 1/32 inch, and we did that by equalizing the heat input. It's just like putting torque on a car's header; you have to evenly distribute the pressure."
The basic Nereus design calls for two rectangular-shaped pods joined by a center section. The center section is simply an 86-in. piece of Schedule 80 6061-T6 aluminum pipe. The 6061-T6 plate, in thicknesses from 1/4 to 3/4 in., forms the skeleton of the 160-in.-long pods.
Nereus' designers also demanded holding alignment to 1/32 in. on a centerline. To accomplish this, Ekblaw started by using a high-tolerance, modular fixturing table. The table provides accuracy because the bores holding the clamps and associated tooling have a tolerance of ±0.001 in. All table elements are machined flat and square to a tolerance of 0.004 in.
To maintain part tolerance, WHOI uses an abrasive waterjet to cut all of its materials. Depending on the model, a waterjet typically cuts parts to within tolerances of ±0.003 to ±0.001 in.; leaves no dross on the back side of the cut; and creates no heat-affected zone (HAZ) or warping to affect fit-up.
Ekblaw said once cut, the sections of aluminum fit together like a puzzle. WHOI engineers developed a design where all the pieces mechanically interlock with slots and tabs. When fitted into a slot, each tab has a "shoulder" that creates an absolute dead stop. The end of the tab fits perfectly flush with the outside of the slot.
All welds required 100 percent penetration, so the WHOI fabrication team used routers and carbide cutters to bevel every joint.
"It took us days of routing, but good weld quality demands good weld preparation."
Another key part of the preparation was selecting the right filler wire. Instead of using the more traditional choice of filler wire for welding 6061-T6 aluminum, 4043, Ekblaw elected to use 4643 aluminum filler wire because it has lower silicon content and therefore less chance of cracking.The company chose the Syncrowave® 350 LX AC/DC gas tungsten arc welding (GTAW) power source from Miller Electric Mfg. Co., Appleton, Wis., to weld Nereus' aluminum frame. For thick sections of aluminum at 200 to 250 amps using a conventional square-wave technology, Ekblaw selected 5/32-in.-dia. pure tungsten. The high output/high duty cycle welding on Nereus required a water-cooled GTAW torch which he outfitted with a size 7 or 8 alumina cup and a gas lens. A gas lens ensures smooth, even distribution of the argon shielding gas. This prevents turbulence that could pull in atmospheric contaminants, and Ekblaw won't make critical GTAWs without one.
Minding the Heat
To start welding, Ekblaw tacked every joint, evenly distributing heat around Nereus. He then locked Nereus to the fixturing table and began welding, again evenly distributing the heat by shifting between the port and starboard sides and making shorter welds.
Unlike welders who leave a machine's balance control set in one spot, Ekblaw uses the AC balance control to adjust the ratio of cleaning action (duration of the electrode-positive half-cycle) to penetration (duration of the electrode-negative half-cycle, when the heat flows from the tungsten into the workpiece).
"I really like Miller square-wave machines because of their balance control," he said. "I make constant adjustments. As the heat builds up, I turn down the penetration. If I see the weld puddle is a little cold, I turn up the heat."
Ekblaw welded Nereus only in the flat, horizontal, and vertical-up positions, moving Nereus' frame as necessary.
"I think vertical-up helps ensure good fusion, and I can see the joint better. With vertical-down, I would be worried about the puddle rolling over the top of the joint and causing cold lap," said Ekblaw.
Despite Ekblaw's best efforts, distortion occurred. He explained, "The center pipe shrunk 3/4 inch. I could see from the centerline that my layout was perfect, but welding caused the pipe to shrink 1/2 inch, and heat treating caused it to shrink another 1/4 inch. Fortunately, the distance between the two pods doesn't affect the design. Our primary goal was keeping the pods parallel, which we achieved."
Welding heat also created an old-fashioned oil can problem (see Figure 2). The smaller sections on the bottom of the pods designed with an X configuration had insufficient mass to dissipate the heat of welding. They subsequently popped out of plane.
"On the sections that oil canned, I cut out a small piece of the center section and rewelded the halves. As the weld cooled, it shrunk the section and put the part back into true."
Overall, Ekblaw said it took him 80 to 100 hours to weld the pipe main cross member, the two outside frames, and the manipulator arm sled, using about 35 lbs. of filler rod in the process.
About the Publication

subscribe now

The Welder, formerly known as Practical Welding Today, is a showcase of the real people who make the products we use and work with every day. This magazine has served the welding community in North America well for more than 20 years.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

{kind=link}
{kind=link}
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Sheffield Forgemasters makes global leap in welding technology

2
Welding student from Utah to represent the U.S. at WorldSkills 2024

3
Lincoln Electric announces executive appointments

4
Lincoln Electric acquires RedViking

5
Engine-driven welding machines include integrated air compressors
