















Brazing copper and copper alloys
When to use it and how to do it
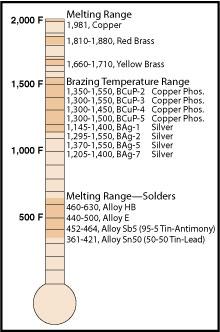
Figure 1. Brazing takes place above 840 degrees F but below the melting point of the base metal.Source: CDA, Copper Tube Handbook.
Four processes to consider when joining copper and copper alloys are mechanical couplings, welding, soldering, and brazing. Brazing is suitable for small parts and when high joint strength is required. According to the American Welding Society (AWS), the strength of a brazed joint can meet or exceed that of the metals being joined. It is important to know when to choose brazing and how to perform the process.
From a process standpoint, soldering and brazing are essentially the same. The only differences are the filler metals used and the amount of time and heat required to complete the joint. AWS defines soldering as a joining process that takes place below 840 degrees F, while brazing takes place above 840 degrees F but below the melting point of the base metal. In actual practice for copper systems, most soldering is done at temperatures from about 450 degrees F to 600 degrees F, while most brazing is done at temperatures from 1,100 degrees F to 1,500 degrees F. When brazing copper tube, however, the annealing of the tube and fitting that results from the higher heat can cause the rated pressure of the system to be less than that of a soldered joint.
Copper's melting point is 1,981 degrees F (liquidus) and 1,949 degrees F (solidus). For brazing, it is important to know the melting points of the metals to be joined and the filler metal. The difference between the solidus and liquidus state is the melting range, which may be important when selecting a filler metal. It indicates the width of the working range for the filler metal and the speed with which the filler metal solidifies after brazing. Filler metals with narrow ranges, with or without silver, solidify more quickly and, therefore, require careful application of heat. The liquidus temperature is the minimum at which brazing will take place. See Figure 1 for the melting ranges of some common brazing metals.
Is Brazing Copper the Right Choice?
According to Lucas-Milhaupt's What Brazing Is All About (www.lucasmilhaupt.com), the choice to braze comes down to five factors:
- The size of the parts to be joined. Brazing is more often used for small parts and requires heating a broad surface to bring the filler material to its flow point, which is often impractical with large pieces.
- Thickness of the metal sections. The broader heat and lower temperature used in brazing, as opposed to welding, permit the joining of sections without warpage or metal distortion. The intense heat of welding may burn through or warp a thin section.
- Joint configuration. Brazing needs no manual tracing, and the filler metal is drawn through the joint area by capillary action, which works with equal ease on straight, irregular, or tubular joints.
- Nature of the base metals. For joining dissimilar metals, brazing won't melt one or both of the metals if the filler metal is metallurgically compatible with both base metals and has a melting point lower than either of the metals to be joined. Note that copper alloys can be readily brazed to other metals, such as cast iron, tool and stainless steels, nickel alloys, and titanium alloys.
- Number of joints to be made. If you are making many joints, manual brazing is quick and simple, and automated brazing may be accomplished inexpensively using simple production techniques.
Copper Brazing Fluxes
Brazing fluxes for copper are water-based, dissolve and remove residual oxides from the metal surface, protect the metal from oxidation during heating, and promote wetting of the surfaces to be joined. Brazing fluxes also provide you with an indication of temperature (see Figure 2).
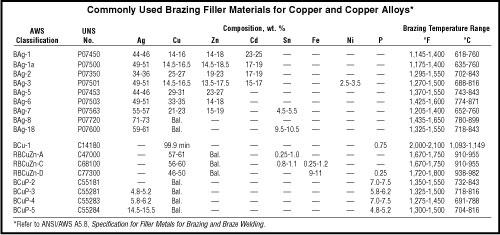
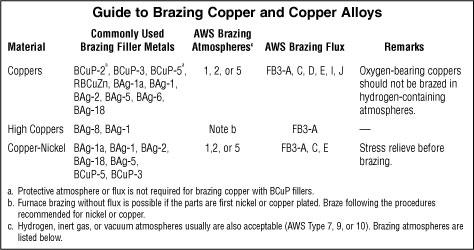
The most commonly used fluxes and brazing filler materials for copper and copper alloys are shown in Figure 3, and a guide to their use is shown in Figure 4. This and other detailed information can be found in The Welding Handbook, 8th Edition, Vol. 8, published by the American Welding Society and available from the Copper Development Association under the title Welding Copper and Copper Alloys, A1050-72/97.
The Process of Copper Brazing
The same basic steps are used for brazing as for soldering, with the only differences being the use of fluxes, filler metals, and the amount of heat used.
In general, both lap and butt joints can be made. Be sure to remove all oxides and surface oils with abrasive cloth, pads, or brushes before joining the metals. Such contaminants interfere with the proper flow of filler metal and may lessen the joint strength or cause failure. Chemicals cleaners may be used if they are thoroughly rinsed off, but be sure you don't touch the clean surface with bare hands or oily gloves.
Apply a thin, even coating of flux with a brush to both surfaces soon after cleaning. Do not apply the flux with your fingers because the chemicals in the flux can be harmful if it comes in contact with your eyes, mouth, or open cuts. Copper-phosphorus and copper-silver-phosphorus metals (BCuP) are considered self-fluxing on copper-base metals.
Support the surfaces securely and ensure an adequate capillary space between them for the flow of the molten brazing filler. Excessive joint clearance can lead to cracking under stress or vibration. A joint clearance of 0.001 to 0.005 in. will develop the maximum joint strength and soundness.
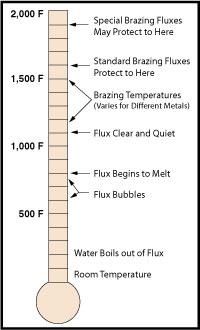
Figure 2. The table shows how fluxes respond at various temperatures and at what maximum temperature the flux will protect the metal.Source: CDA, Copper Tube Handbook.
Use only the amount of heat necessary to melt and flow the filler metal. Overheating the joint or directing the flame into the capillary space can burn the flux, destroying its effectiveness and preventing the filler metal from entering the joint properly. Apply the heat around the joint area to draw the filler metal into the capillary space. When dealing with an open flame, high temperatures, and flammable gases, safety precautions as described in ANSI/AWS Z49.1, "Safety in Welding, Cutting and Allied Processes," must be observed.
Allow the completed joint to cool naturally. Shock cooling with water may stress or crack it. When it is cool, clean off any remaining flux residue with a wet rag and test all completed assemblies for joint integrity.
About the Author
About the Publication

subscribe now

The Welder, formerly known as Practical Welding Today, is a showcase of the real people who make the products we use and work with every day. This magazine has served the welding community in North America well for more than 20 years.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

{kind=link}
{kind=link}
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Sheffield Forgemasters makes global leap in welding technology

2
ESAB unveils Texas facility renovation

3
Engine-driven welding machines include integrated air compressors

4
The impact of sine and square waves in aluminum AC welding, Part I

5
How welders can stay safe during grinding
