















Engineer, Machine Research and Power Wave Weld Development

Figure 1
By using waveforms, a welder can focus on the weld quality and worry less about weld distortions and spatter that might result from an inability to control the weld puddle.
Electric arc welding has been around since the 1880s, and the recipe has remained fairly consistent: Create an arc by applying a voltage between an electrode of some kind and the workpiece, the two pieces of metal to be joined.
For most of that time, gas metal arc welding (GMAW) was limited in terms of controlling the welding process. Most GMAW power supplies regulated output to achieve a constant voltage, which resulted in limited evolutionary gains in terms of power source development.
By the 1950s GMAW had three basic transfer modes: short arc, a low-current process in which a fast-freezing weld puddle is obtained each time the wire touches the weld pool; globular transfer, a process that runs at higher currents than short arc, which causes drops of molten metal bigger in diameter than the wire itself to drop into the weld puddle; and spray arc, where higher currents are used to produce consistent molten drops to fill the joint.
In the 1960s welding technology developers found a way to rapidly adjust the current. This opened the door to the emergence of pulse arc welding, which helped to eliminate the inconsistent aspects of molten metal delivery associated with the more traditional transfer methods. In pulse arc welding, the voltage is not constant; the current rises to a peak when the droplet is formed, and then the current lowers to reduce the overall heat input, ensuring consistent feeding of similarly sized droplets into the weld puddle.
This fluctuation is the result of waveforms, orchestrated manipulation of the variables that affect the welding process, which have changed the way welders can deliver quality welds. In the 1990s these waveforms were improved as welding technology companies moved to fully digitally controlled inverter platforms, as opposed to analog circuitry to control the rectifier. Welding engineers now were able to do whatever they wanted to certain variables in the welding process with these digital commands.
Faster Pulse Welding. In the early 2000s the U.S. manufacturing industry was in the midst of trying to stay relevant in the face of globalization. Manufacturers that elected to maintain domestic operations needed productivity improvements to remain competitive with companies in countries with low labor costs.
That led to the development of an enhanced pulse arc transfer that features a shorter arc length than traditional pulse, which results in higher travel speeds and more productivity. Because of the faster travel speed, a significant reduction in heat input is achieved, and spatter is reduced when compared to traditional pulse.
The short and tight fluctuation in current delivers precise control of the droplet transfer. As the droplet is transferred, it contacts the puddle, resulting in a short. The waveform has a short-circuit response that allows the short to clear smoothly and consistently on a rapid basis. A plasma boost function creates electrode-to-puddle separation and increases the stability of the process by establishing a rhythm.
This pulse enhancement, which can be used in semiautomatic and robotic applications, can boost travel speeds by more than 50 percent when compared to simple pulse arc welding. Travel speeds up to 50 inches per minute in automated applications are not that unusual.
Focused Pulse Welding. Waveform improvements are not limited to helping high-volume manufacturers that measure a successful day at the plant in terms of just how many miles of welds were laid. These improvements also aid manual welding (see Figure 1).
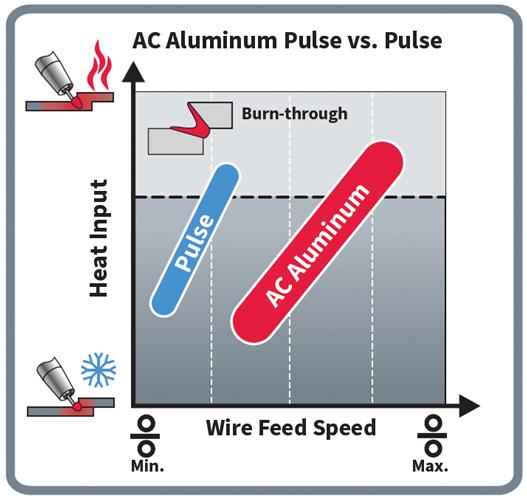
Figure 2
With heat redirected from the base material, the AC pulse welding waveform helps a welder maintain a quality weld while simultaneously boosting productivity.
Typical pulse arc welding produces a better droplet than short arc, globular transfer, and spray arc, but the process still wasn’t ideal for out-of-position welding. The welder was at the mercy of the puddle that pulse arc delivered.
A waveform that enhances puddle control solved that problem. This enhanced pulse arc works like traditional pulse welding, but includes a fixed frequency to create a more consistent droplet transfer. The focused arc also works at a lower voltage than pulse welding, which gives the welder the opportunity to work with a less fluid weld puddle.
The waveform gives welders an additional sense of freedom. They can make frequency adjustments that change the arc focus and droplet size, increasing their control of the weld puddle.
Advanced Aluminum Pulse Welding. It’s no secret that aluminum has worked its way into more product designs over the past decade. In many instances, aluminum provides the structural integrity without the weight associated with carbon steel.
That has led to a sharper focus on aluminum welding. It also has led to waveform development in this area.
One recent development is an advanced AC waveform that improves the pulse arc process. This goes against the conventional thinking that DC must be used to weld aluminum.
This AC pulse process reduces the heat input by focusing the energy away from the base material, allowing the negative polarity of the arc to redirect the heat (see Figure 2). The polarity switch also removes the aluminum oxide layer from both the wire and the metal.
This waveform is open to digital control. A welder can fine-tune the AC balance for more or less heat input to the plate. The power source is not fixed to a 60-Hz wave as has been the case in the past with traditional AC aluminum welding.
This waveform has helped new welders minimize the chance of burn-through when working with aluminum for the first time, and welders experienced with aluminum have an easier time welding the thin material and bridging gaps.
The development of waveforms is progressing at an astounding pace. Because of the capabilities made possible by digital controls, the combinations of different welding process variables are almost endless.
Fortunately, applications are driving a lot of the development. There is always an interest in pursuing greater GMAW productivity, and that has led to improved variations of the quick pulse welding waveforms. Even something as specific as tandem welding is a candidate for waveform development. Nothing is off the table when it comes to process improvement.
In fact, waveform evolution has reached a point where welders can influence the waveform on their own shop floor. In some instances, depending on the power source used, experienced welders have the ability to alter the waveform components, such as the heat input for a given wire feed speed.
Waveforms haven’t eliminated the need for a skilled hand when it comes to welding, but it has helped to introduce more consistency to the welding process. The challenge is keeping welders updated on the new developments. Welding technology changes are measured in months today, not in decades as they were in the 20th century.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





