















Contributing Writer

Arc performance and electrical efficiency have driven various innovation advances to inverter-based welding power sources, which have led to present-day digital welding systems that allow for repeatable high-precision, low-spatter welds on a variety of materials.
If you were to tell a welder 20 years ago that he could weld a piece of aluminum to a piece of steel without corrosion, he would have said you were crazy. Today many car manufacturers are doing just that with great success thanks to the innovations that have occurred throughout the welding industry. One of the most significant innovations, especially in gas metal arc welding (GMAW), has come about from the use of inverter technology.
You’ve probably noticed that the term inverter has been popping up everywhere in the past few years—even household appliances such as microwave ovens and air conditioners advertise inverter technology. So what’s so special about it, and how does it improve GMAW?
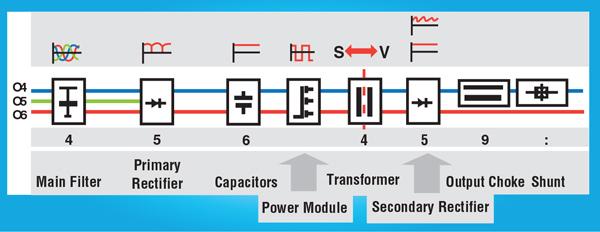
To truly understand the various technology improvements, you have to first understand how a traditional GMAW power supply works. These power supplies rely on an electrical transformer-rectifier system to create the welding arc. When you enter the welding parameters—typically through a series of dials—electricity from the outlet enters into a transformer, where the ratio of volts and amps is changed to fit the type of welding dialed in. Electrical current then moves into the rectifier, where it is converted from standard alternating current (AC) to direct current (DC). The DC travels into the capacitor, which regulates and stores the energy for use before the required amount is passed on to the control circuitry and into the welding torch. This is the basic structure of energy flow in a transformer-based power supply (see Figure 1).
This type of power supply has been getting the job done for decades. So why change? Arc performance and electrical efficiency were two of the most significant reasons. With better arc control, welding could be more precise and perhaps reduce spatter and postweld rework. Electrical efficiency could reduce a shop’s overall operating costs significantly.
Another idea was that an inverter would allow for more seamless switching between weld processes. Sure, a transformer-based power source could perform GMAW, gas tungsten arc welding (GTAW), and shielded metal arc welding (SMAW), but typically they were optimized one way or another. An inverter would allow for all three to be optimized. The possibilities were enticing.
These ideas for inverter-based power supplies began in the early 1970s. It took about a decade for the first power supply to enter the market, and even then it had serious challenges to overcome. One of the biggest hurdles inverter technology developers faced was to replicate the reliability of traditional power supplies. The welding work area is not an easy environment for electronic components, which meant that the components had to be protected from cutting and grinding debris to prevent short circuits. Noise interference was also a rather new concern that didn’t affect the older technology. Frequency filters had to be developed to handle the noise issues, and computers had to be made more industrial before this technology could become practical to use in the less-than-sterile shop environment. By the third generation of these power sources, the challenges had been met, making the technology a game-changer.
So how has the process changed? For starters, instead of the electricity beginning at the transformer, the current in an inverter-based power source begins at a primary rectifier, where it is immediately changed from AC to DC then runs through a capacitor to smooth out the current. Next the current enters the control circuitry, where it is changed back into AC. This control circuitry is where the digital process happens.
Because the current here is alternating, the frequency can be adjusted from the standard 50 to 60 Hz to previously unheard of levels of up to 100,000 Hz before it enters the transformer. This high-frequency current travels into the transformer, where the ratio of amps to volts changes to suit the welding application. The current then moves into the second rectifier, where it changes back to DC before entering the torch for use (see Figure 2).
Current switching into AC at the control circuitry gives you the ability to manipulate the waveform, process information, and adapt the arc automatically based on feedback collected at the weld. Changing the current to high-frequency before it reaches the transformer reduces the number and size of coils needed inside the transformer. Fewer and thinner coils significantly reduce the overall weight of the transformer from more than 500 pounds to less than 100 lbs. And the shorter the distance that the current must travel along the coils, the less power you will lose along the way. Not only have you opened up the possibility of digital welding, but now your power supply is smaller, lighter, and more efficient.
What does all this mean for today’s welding professional? The modern digital welding system offers advantages for both new and seasoned welders, as well as to the companies they work for. Small and mobile power sources, energy savings, consistently reproducible welds, adaptable arc for all metals, higher precision, and waveform manipulation are just some of the characteristics of modern digital welding.
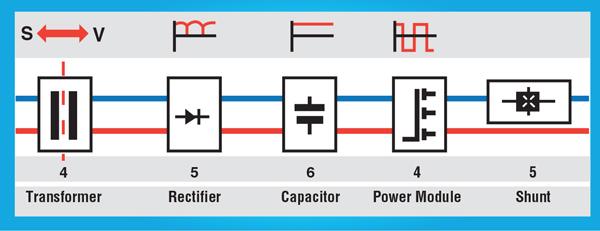
Figure 1: This is the basic structure of energy flow in a transformer-based power supply.
These advantages may affect other areas of manufacturing as well. As fabrication moves away from relying on mainly steel to using lighter and stronger materials, inverter features become almost necessities. For example, automobile manufacturers have been able to make vehicles that are much lighter than in decades past by switching to aluminum. And electric vehicles need to be even lighter, yet still remain safe. As those in welding know, getting a quality weld with aluminum is tricky business, but the need for strong, solid aluminum welds is ever-increasing.
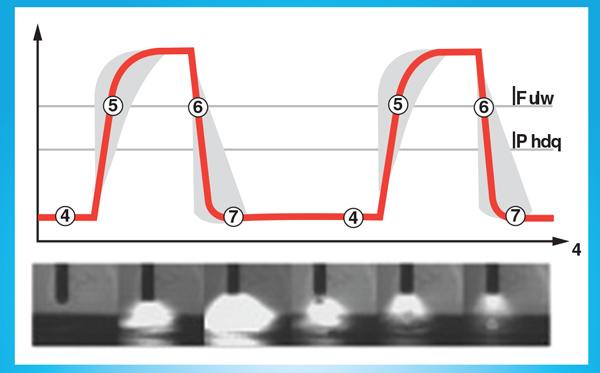
For aluminum welding, as well as every welding scenario, there is an ideal arc. In a digital power source that ideal is represented as a waveform (see Figure 3), and the manipulation of that waveform is what digital welding is all about. As mentioned previously, the digital process happens in the control circuitry, which can be called the computer. This computer can control welding parameters such as wire feed speed, amperage, voltage, and inductance. The welder inputs the desired parameters and begins welding. The digital signal processor then reads feedback from the weld area and makes adjustments throughout the weld process to maintain that perfect arc. All of this happens in real time.
This real-time feedback and adjustment has become possible thanks to major advances in communication technologies. These advances allow the power source to respond faster and to more variables than ever before. In fact, the newest technology currently on the market routes information feedback and arc control at 100 megabits per second. These high-speed machines also have high memory capacities to process a great many variables.
Some modern digital power sources can compensate for such variables as welder skill, robot travel speed, and contact-tip-to-work distance, as well as environmental factors such as inconsistent part fit-up, torch angle, and, to a degree, contaminants in the base material. By creating and maintaining that ideal arc, digital welding can produce weld seams with almost zero spatter. An adaptive arc such as this results in higher precision with less postweld cleanup, making the entire welding process faster and more streamlined.
Another benefit—and a major one at that—is the repeatability of the high-precision, low-spatter welds. When properly programmed, a digital power source can help you achieve repeatability even in less-than-ideal scenarios. Don’t let the word programming scare you off. The only programming necessary is inputting the correct variables for the desired type of weld. One new welding system on the market even uses touchscreen technology for input, and the welder doesn’t even need to remove his gloves to make adjustments. Digital welding is more user-friendly than ever, allowing you to focus more on the work you are producing and less on the machine.
Though user-friendly, these new digital systems still require qualified welding professionals to run them. However, these machines are able to assist less skilled welders in creating more high-quality welds because of the arc feedback and automatic adjustments. Like many skilled trades, qualified welding professionals are in high demand and short supply. This shortage causes stress on employees to make up time lost due to newly trained or inexperienced welders. A digital system can help these welders achieve higher quality in much less time without losing educational on- the-job training. It’s possible this benefit may be measurable in less time lost and increased employee satisfaction and retention.
Should you immediately change from traditional welding technology to an inverter-based system? The answer to that question depends on whether it will help you to achieve your goals. It’s best to assess your needs and then talk to your distributor about all of the options available. There may even be options that fit your needs that your distributor doesn’t yet carry. Investigate them all.


The Welder, formerly known as Practical Welding Today, is a showcase of the real people who make the products we use and work with every day. This magazine has served the welding community in North America well for more than 20 years.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}