















Welding Instructor

Figure 1: Because the GTAW process doesn’t produce as much fumes as other welding processes, a basic extraction setup is suitable for evacuating the fumes.
Most welders are trained to master the gas tungsten arc welding (GTAW) process by first joining carbon steel coupons together and then advancing to aluminum coupons later, usually about 0.125 inch thick. They soon learn that aluminum, with its low melting temperature, higher thermal conductivity, and lower tolerances to surface contaminants, offers different challenges than welding on steel.
When the job calls for thin aluminum, starting around 0.060 in. and less, the welding is that much more difficult. It simply isn’t going to be quite as forgiving as when working with thicker sheet.
Fortunately, the basic motor skills learned in GTAW of moderately thick aluminum sheet are also applicable to welding on thinner material. It’s just a different type of welding that, like anything, requires practice. These tips can help to ease the transition for welders working with thin aluminum for the first time.
The fume extraction steps that most metal fabricating and welding shops take to remove welding fumes to meet regulatory requirements will work for GTAW. In fact, the GTAW process produces fewer fumes than other open-arc processes (see Figure 1), including gas metal arc, shielded metal arc, and flux-cored arc welding.
On the surface that seems like a huge benefit for the welder because the shop can stay in compliance with established guidelines and requirements quite easily, but the lower level of fumes means that the ultraviolet (UV) rays that result from the arc welding process are that much greater. Because of that and the fact that there is no slag system, the UV light emanating from the GTAW process is more intense than with other welding processes at the same amperage level.
Because sparks and spatter are minimized with GTAW, the temptation is to weld without protecting the skin from molten metal burns. But welders should be aware of the hazard of not protecting exposed skin from the UV light emitted during the welding process (see Figure 2). Burns and long-term skin damage similar to those associated with sunburn can occur if the welder does not take precautions to cover exposed skin.
Welders need to select the proper lens shade for their helmets for the current level and process used. Because the arc associated with GTAW is so bright, a welder needs a darker lens shade than might be needed for another welding process at the same current level.
Lens shade selection guides and other important safety information can be accessed for free by downloading ANSI Z49.1, available from the American Welding Society (www.aws.org) or on the websites of major welding equipment manufacturers.
The constant-current power source used for the GTAW process also works well for SMAW, or stick welding, making it a multiprocess machine. In fact, welders have often utilized welding power sources designed for SMAW to perform some GTAW tasks. When welding aluminum, and especially thin aluminum, it is important to have a machine that is designed for the task at hand. Aluminum welding is usually performed with alternating current and some type of remote control that allows the welder to adjust current while welding, sometimes well below 10 amps for some material.
The rule of thumb when welding thin aluminum is to use about 1 amp of current for every 0.001 in. of material thickness; that means about 50 amps for 0.050-in.-thick aluminum. This rule of thumb is only a guideline and is governed by many other factors, such as arc length, travel speed, joint configuration, and how much surrounding metal is available to dissipate heat. Given this variability in the process, the welder will need to read the puddle and adjust as needed.

Figure 2: Full arm and body protection is needed to protect the skin from burns caused by GTAW’s intense arc.
Thin sections of aluminum dissipate heat much slower than thicker sections and tend to get saturated with heat much quicker. If the welder does not make some adjustments to balance the amperage and travel speed, melt-through and excessive penetration will result. Increasing travel speed will help reduce heat input, but this is not always easy to do on intricate parts that require the welder to reposition and change direction. Many welders use pulsing either manually with the remote hand or foot control or by utilizing the pulsing functions available on some machines. The pulsing allows the metal to cool and freeze slightly between each addition of filler metal and helps the welder read the puddle and make proper adjustments to the current as needed.
Modern GTAW power sources often use square-wave AC technology for aluminum welding, which often leads to the need for a balance control adjustment. Balance control adjusts the percentage of time spent on each half of the AC cycle. Most welders like to set the balance to spend more time on the negative half of the cycle for most aluminum welding.
Traditional transformer rectifier welding machines can be set to as much as 70 percent negative, while inverters can be adjusted to 85 percent or more negative. This focuses more heat into the work while still providing adequate removal of oxides from the aluminum surface—a result of the positive portion of the arc. When welding on thinner sections at lower current levels, welders often like to add a little more positive to the balance to help with wetting of the puddle and oxide removal. They should add only enough positive or cleaning to aid in wetting and no more, as this will overheat the tungsten and widen the arc.
With practice, welders will learn to adjust the balance to the optimal setting for the current and conditions at hand. Automatic balance settings, available on some machines, set the balance to an optimal factory setting based on current used.
Inverter power sources also may offer an additional control that adjusts AC frequency to higher or lower levels than the fixed 50/60-Hz output current used on traditional transformer machines. An increase in frequency, such as 120 Hz or more, will result in a more focused arc cone, which can assist with faster travel speeds, decreased weld size, and lower heat input. Reducing the AC frequency will create a wider, softer arc with less penetration. Many variables are involved in these settings, but with practice and experience, welders can attain those optimal settings.
For welding thin aluminum, the shielding gas of choice is argon. While the use of a higher-cost helium blend is beneficial in getting more heat into thick sections, welders will find no benefit in using it on thin sections. The less-expensive argon gas offers better arc starts, arc stability, and oxide cleaning, and it allows the use of lower flow rates.
Above all else, the shielding gas delivered to the arc must be pure, or even the most talented welder will get poor results. Welders need to check the label on the bottle to ensure that they have the correct gas as well as check for any leaks in the system that could allow air to be pulled into the system. They also should check for correct flow rate for the nozzle being used. A too-high flow rate could cause turbulence and bring surrounding air into the weld.
While many welders have made the switch to alloyed tungsten for general-purpose welding, the old green-colored pure tungsten still works well on low-current AC work when using traditional transformer rectifier machines. If sharpened to a blunted point, the tungsten will produce a small ball on the end that provides a focused, stable arc at the current levels used for thin aluminum welding.
Traditional pure tungstens, however, do not work well with inverter welding power sources. Using alloyed tungsten sharpened to a blunted point works best on these machines.
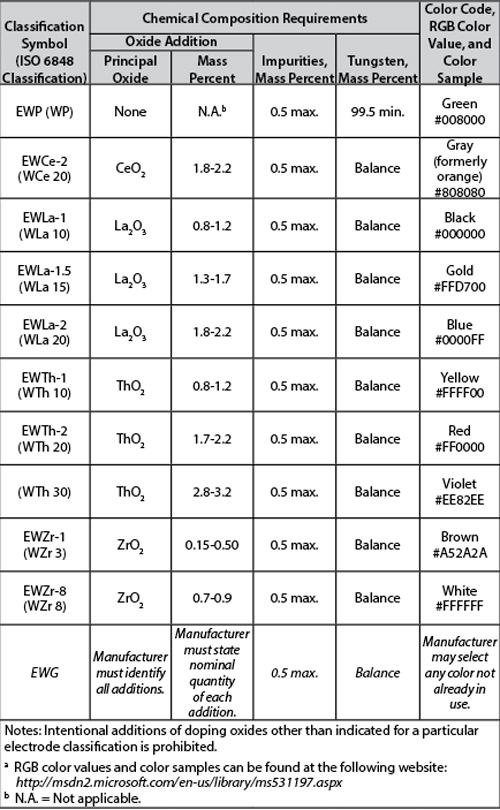
While thorium oxide tungsten performs well with both AC and DC polarity, health concerns with the radioactive thorium oxide have led to the expanded use of alternative rare-earth alloys, such as zirconium, cerium, and lanthanum. (For a guide to the chemical composition of tungsten electrodes, see Figure 3.) Some proprietary three-part blended alloy tungsten electrodes also are available from several manufacturers that provide excellent performance.
Welders should consult tungsten selector charts to choose the proper tungsten size for the current used. Tungsten that is too big will make an unstable arc at low currents.
Typically when a welder is applying GTAW to aluminum, he will use a filler rod that is one size larger than what he would typically use on the same thickness of steel. For example, if the welder uses 1/16-in. filler rod on 0.060-in. steel, he might use 3/32-in. filler rod on the same thickness of aluminum. The thicker rod helps to cool the puddle when added during the welding process. On the other hand, if the welder jumps up too much on the filler rod size, he will have to use excess current just to get the filler metal to melt.
Welders often are tempted to weld thin aluminum edge, butt, and corner joints without the adequate addition of filler metal. Some of the commonly welded alloys, such as 6061 and 5052, will crack or have a tendency to crack if starved for filler metal. Filler metal selector charts from welding equipment and consumable companies can help welders to select the proper filler rod for service conditions and the alloys to be welded.
Welders should remember to use the high thermal conductivity of aluminum to their advantage when repairing holes in thin aluminum parts like radiator membranes and air-conditioning components. A tip is to deposit a bead all the way around the hole, staying away from the edge to allow heat to transfer in all directions from the weld. The current should then be backed off to allow the puddle to cool between additions of filler metal. Once the hole is surrounded, the welder can continue to add to the inside of the previous bead until the hole is closed. An inexpensive way to practice this technique is by punching a small hole on the bottom of an empty aluminum beverage can and welding it back up.
The 4XXX filler metals are good for this application if conditions allow because they have a slightly lower melting temperature that aids in welding thin sections.
Concave craters at the end of welds have a tendency to crack in some aluminum alloys. The current always should be backed off at the end of the weld and extra filler metal added to make the crater convex.
These guidelines can help welders new to using GTAW on thin aluminum build confidence as they embark on learning this new skill. But in the end, it’s all about on-arc time. The more welds that are put down, the better the welder becomes—even on challenging materials.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}