















Contributing Writer

Figure 1 Three identical robotic welding systems stand in a row, each system controlled by one operator. All Case New Holland robot operators are certified welders.
Case New Holland (CNH), the global agricultural and construction equipment giant, is bursting at the seams. Its Fargo, N.D., factory continues to buy robots and expand factory space as demand for agricultural (Ag) products grows and volume for construction equipment (CE) remains strong. The company has invested millions over the years, but it can't seem to buy enough robots or hire enough people. So, besides working harder, the company has had to learn to work a lot smarter.
Being lean and competitive is not about buying robots or indiscriminately hiring more people, or even about lean systems or quality programs, as necessary as all those things may be. It's ultimately about balancing technology and labor, and from that developing a new philosophy of manufacturing. The focus at CNH Fargo is flexibility; the company needs to respond to the market as efficiently as possible.
As Bill Moser, manufacturing engineering manager, put it, "We're trying to establish the flexibility that will allow usas schedules go up and down and model mixes go up and downto best utilize our investments."
CNH Fargo has nearly 30 robotic welding systems in production, many of them large and complex (see Figure 1), welding components such as frames for the 535-horsepower, four-wheel-drive Ag tractors. Traditionally, a large welding system, expected to produce parts for at least 15 years, has been devoted to a specific part family. But that trend is changing. With increasing volumes and need for flexibility, CNH now seeks automated systems with one very important caveat.
They must be able to weld any part—CE or Ag—on any fixture, on any robot, at any time to meet fluctuating market needs.
At CNH the robotic systems are immense. Their two-axis positioners handle more than 12,000 pounds and are able to provide true coordinated motion. They move in conjunction with the robot, which is mounted to a three-axis gantry. The systems maintain accurate welding speeds even if all 11 axes—six robot axes, three gantry axes, and two positioner axes—are moving at the same time (see Figure 2). They are mounted in pits so the large parts being welded don't hit the floor when they are manipulated into the welding position. Because of the significant cantilevered loads, the positioners are actually welded to I-beams cast into the concrete floor.
To provide the necessary flexibility, these huge systems must be set up so that robot programs can be freely swapped from one robotic welding system to another (see Figure 3). CNH now has five such systems, each with two welding stations and two positioners—that's 10 welding positioners altogether.
Previously the robotic welding cells were totally segregated into Ag and CE departments. As Ag production increased, the Ag products would find their way into the CE welding cells to help meet production requirements. This worked only for so long before material flow and cell layouts limited what could be done.
The company's new goal: Any one of 22 different frames must be able to flow through any robotic cell with minimal interruption.
This wasn't easy. Ag tractors and big wheel loaders have articulated frames. The vehicles pivot in the middle, so each type has a front and rear frame. In the past the company divided the frame-welding department into four functions based on the type of frame being welded: Ag front frame, Ag rear frame, CE front frame, and CE rear frame.

Figure 2 The positioners provide true coordinated motion, even with 11 axes moving simultaneously (six robot axes, three gantry axes, and two positioner axes).
These large tractor frames had to be tack-welded together before being loaded into the robot's welding fixture. Each of these four areas also had its own finish welding station where a manual welder would finish the wraps and tie-ins—welds that the robot cannot properly complete—and add small parts like brackets and studs that would be in the robot's way if added before robotic welding.
What was needed was a method of manufacturing that could keep the tacking and finish welding stations functioning efficiently but flexible enough to send parts through robotic cells in any combination that the market demanded.
The company's solution: While the tack-welding cells can still handle only one of four product families (Ag front frame, Ag rear frame, CE front frame, CE rear frame), new, flexible robotic welding cells now handle any frame sent their way.
The four tacking areas remain distinct because it's just too complex to build a tacking fixture capable of locating all the components for more than one type of frame. But by designing tack fixtures that can handle more than one part size within a specific product family, and by changing locations and layouts, CNH has made the tacking process as convenient as possible.
Shop managers also implemented a new tack-welding strategy. In the past tack welding was intended only to hold the part together until the robot could weld it together. The new rationale states that if a person is going to apply welds to the part, then he must make those welds count for something. Welders strategically place tacks in areas that can help the robot make quality welds. Put another way, the tack welds not only hold parts in place, they also make the robot's job easier.
After tacking, the frames go to one of the robot systems for welding. The company learned early on that the robots must be installed so that critical system dimensions—including the distance from the robot gantry to the positioners, their parallelism, and perpendicularity—are identical within a few thousandths of an inch. This has become the most crucial issue in providing production flexibility.
Some may think it's no big deal to set up several identical systems. The automotive industry does it all the time. But this is not an easy task with such large equipment consisting of components that are independently mounted to an imperfect concrete floor. The servo gantry carrying the robot has three axes of motion with 50 feet of floor travel. The base axis of each dual-axis positioner is rated at a faceplate load of 50,000 newtons. Although the concrete work is professional and high quality, it is still not perfect. And each of these large components is independently mounted to the floor with no connecting framework between them.
All of this required a procedure to take robot installations to a much higher level of accuracy. The robot supplier, Cloos Robotic Welding, implemented a high-precision laser alignment instrument during build and installation to make sure all the robotic systems were set up exactly the same. True, there were other methods to deal with robot systems that are not aligned identically, such as touch sensing, seam tracking, and other software manipulations like alternative coordinate systems. Nevertheless, by eliminating as many variables as possible during installation, the results would be more consistent and easier to live with in the long run.
Having every robotic welding station physically identical makes it possible for the company to route a particular frame to any one of several robot systems. Robot programs can be copied from one robot to another without the time-consuming task of touching up a welding program with several thousand lines of code. This flexibility ensures that volume fluctuations in a particular model will have little effect on product flow. If a particular dealer orders a large number of one type of tractor, it's no problem to schedule the production to accommodate those requirements.
CNH still may batch certain frames. Even though each robot fixture is designed to handle any frame that comes its way (seeFigure 4), a discrete changeover time still can be eliminated if the company can schedule three or four identical frames in a row. Even so, CNH often weld parts in quantities as low as one.
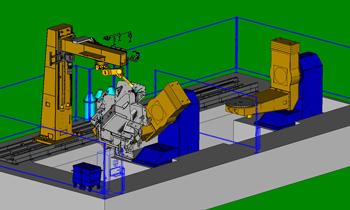
Figure 3 A simulation is used for offline programming of CNH Fargo's five robotic welding systems. In each, the second station allows finish welding, unloading, and reloading, while the robot works in the first station.
It's not difficult to achieve 90 percent success with any piece of technology, but the Pareto principle states that gaining that last 10 percent is what defines a world-class manufacturer. CNH strives to wring that last 10 percent from its sizable investments. Following are some of the ways the company is working to accomplish that.
For further flexibility, each robot system is fitted with a traditional single-wire welding gun and a tandem welding gun, which has two welding wires fed through a common nozzle to double welding speeds and deposition rates. A tool changer automatically changes between the two guns during the robot program. This allows the robot to weld virtually any joint on the part, whether heavy material (more than 1 inch thick on some frames) or thin sheet metal such as that found on the fenders.
Because the robotic welding programs are long and complex, it took a few weeks to complete the programming for new parts. The company sped the process through offline programming.
On most new systems, technicians program parts offline using a simulation program specific to the brand of robots being used. The programs can be completely written, the welding data entered, and all the programming logic completed before the robot is even installed. After installation of the robot, it's a simple matter of downloading the program and stepping through the process to be sure everything is ready for production.
Before the robot begins its welding program, the operator performs prewelding. This helps the robot do a better job by, for instance, doing wraps or tie-ins in areas that the robot can't reach. When prewelding is done properly and with some foresight, the robot can be programmed to tie into these wraps, thus increasing weld quality and reducing finish-welding time.
Each robotic welding system has two welding stations with large, heavy-duty positioners. This allows the operator to work at one station while the robot is welding at the other. Labor is expensive and scarce, and because robot cycle times vary from less than two hours to as much as five hours, the operator has time to perform some important tasks.
"Part of our goal is to invest in equipment that allows us to have an extra station where we're doing prewrapping and prewelding and strategic tacking," said Moser, "to minimize as much as we can the material handling as well as try to be as efficient as we can with our manual processes."
The operator uses this time to do the finish welding after the robot cycle is complete. This is done while the part is still in the robot fixture, eliminating extra material handling. While the robot is welding in the other station, the operator can jog his positioner manually to position the part for manual welding. Other tasks include changing over the fixture for the next part in the queue and unloading and reloading the fixture. The operator also can perform minor preventive maintenance, which may include cleaning or changing the welding gun or checking it in the gun jig.
"With our product and the way it's designed, 100 percent automation is not realistic," Moser said. "So we are striving to find that fine line where we can apply manual processes with automation."
The company carefully balances the work of the operator and the robot. In some cases, for instance, welds may actually be taken away from the robot and given to the operator to balance the work load better and remove welds that the robot may be struggling with because of reach or fit-up constraints.

Figure 4: Flexible fixtures can be set up to accept a variety of front and rear frames for both Ag and CE products. This saves money and decreases changeover time.
Case hasn't forgotten the human element. Both robotic welding shifts are covered by experienced robot programming and maintenance technicians, and the robot operators are qualified to recover from any problem the robot may encounter during normal production. Most important, only trained and certified welders can become robot operators at CNH.
Strategic thinking about how tools like robotics and other forms of automation can be best used to optimize flow and product quality has helped keep CNH lean, competitive, and growing.
"It's a changing world," concluded Moser. "At the end of the day, [when] we talk about flexibility and manufacturing, we have to be able to turn on a dime."


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





