















Vice President of Sales
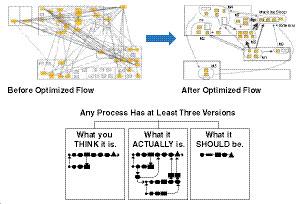
Figure 1: Before taking the plunge with automation, particularly robotics, you have to be honest with yourself about what your production flow really is versus what you think it is. The next step is to optimize your production flow, eliminating any unnecessary, time-consuming, redundant steps.
Editor’s Note: This article was adapted from Andrew Glaser’s presentation titled “Job Shop Automation: Bettering the Bottom Line,” which was delivered at the NATM Conference, Albuquerque, N.M.
Imagine a fabricator that wants to identify opportunities for robotics in its shop. The company has applied lean manufacturing and realized efficiency gains, but has hit a plateau. The shop has the challenge of applying lean principles to a dynamic mix of jobs, many of which share few resources.
Manufacturing conditions to satisfy customers constantly changed. Order volumes were never guaranteed, and the equipment requirements varied from order to order. Continuous flow was not compatible with this job shop’s operations.
The facility had 5S scoreboards, kanban visual aids, and charts displaying the latest kaizen results and monthly manufacturing performance metrics. It measured what it made and implemented improvements continuously where possible. The shop had moved from departmentalized machinery to cellular layouts, so lean manufacturing and cellular manufacturing could take them only so far.
The company used various manufacturing processes to complete orders—machining, forming, shearing, punching, welding, grinding, painting, assembly, packaging, and palletizing—and it believed it was time to explore the additional productivity gains that it could achieve with robotics.
Like the managers at this job shop, you probably think automation is synonymous with robotics, but the reality is automation comes in many forms. Converting a manual weld fixture to an automated pneumatic or hydraulic fixture; adding a bar feeder on a CNC turning center; or integrating an in-process gauge on a press brake or machine tool are all examples of automation. A quick analysis of your manufacturing equipment and current processes can help you to identify opportunities that you can automate easily with minimal investment.
Before diving head-first into automation, you must ask yourself two questions. First, can you optimize the manufacturing process so that it is reliable if run manually? And second, based on your definition of small batches and changeover, will the process fully utilize a robot’s flexibility, providing a return on your investment?
Implementing robotics can prove to be beneficial, but there are a few fundamental steps you should take before making that investment. Those steps include analyzing your process flow and adopting programs to rid your organization of waste from the manual process.
The first and arguably most important thing you can do is to take a good, hard look at your manufacturing production flow. During this process, evaluate what you think your production flow is; what your production flow really is; and what your production flow should be (see Figure 1). To accurately determine where robotics could provide improvements in your manufacturing process, you must be realistic about your production flow. Simply dropping a robot cell onto the floor without a thorough understanding of how products flow to and from the cell might not give you the optimal productivity gains you’re looking for. Taking the time to review your product mix and production flow before implementing robotics is always worthwhile.
Second, you should take the time to incorporate lean manufacturing principles into your production flow process. Lean is a manufacturing philosophy that is designed to shorten the lead-time from the moment the order was placed to the moment it is delivered. It is a concept that was originally created by the Toyota Production System in automotive manufacturing. Conventional lean manufacturing is geared toward high-volume, low-mix (HVLM) manufacturing of a small set of part families.
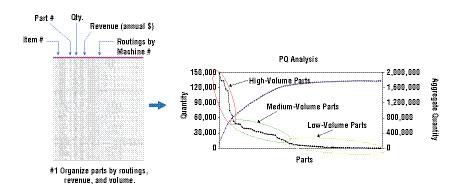
Figure 2: Job shop lean with product segmentation gives you the ability to see which products you should produce based on volume, revenue, and profit. After you segment the product mix using PQ$ charts, you must then look for ways to adjust the production flow to accommodate process families.
The basic principles of lean are worthwhile, but traditional Toyota lean does not solve the problems for high-mix, low-volume (HMLV) manufacturing, which is the bread and butter of a job shop. The perception that robotics cannot be justified in a HMLV production environment is true if flow of raw material, finished material, and changeover are not managed well. Once flow is optimized, automating redundant tasks in a job shop is extremely efficient, because the robot is flexible enough to handle small-batch runs.
Job shop lean starts by analyzing your shop’s product mix and routings. This can be anywhere from 500, 1,000, or even tens of thousands of part numbers. Product routings are the DNA of the manufacturing business because they define everything that happens once an order is placed to the time the finished product is shipped. Analyzing the routings allows you to focus on process families versus part families, and the result is a methodology of where to locate equipment on the shop floor and how to optimize scheduling.
Product segmentation is the process of analyzing your product mix. It provides a quick overview of which products are profitable, and identifies the high runners and outliers. Job shop lean with product segmentation gives you the ability to see which products you should produce based on volume, revenue, and profit. It also allows you to make decisions about outliers that hurt the business because of changeover, low volume, or unprofitability.
Product segmentation starts with PQ$ charts (see Figure 2). To get started, simply enter the data into a spreadsheet and plot it. After you segment the product mix, you must then look for ways to adjust the production flow to accommodate process families, not part families, which are produced in a dedicated workcell or by separating manufacturing processes from each other in the plant.
A process family is a group of products that follow the same combination of routings (processed by the same sequence of operations and machines). Analyzing and grouping product routings together so a combination of machines and operations can be organized to improve flow is easy. It becomes challenging if you are trying to group products into families when you have hundreds of part numbers and unique routings for each part.
Dr. Shahrukh Irani, associate professor in the Industrial Engineering Department at The Ohio State University, has developed a software tool called the Production Flow Analysis and Simplification Toolkit (PFAST) that enables hundreds and thousands of routings to be analyzed and sorted quickly into process groups according to their sequence of operations (routings). The result is less walking time, work-in-process, queue time, and overall reduced lead-time. The output of PFAST is the configuration of physical machinery and operations on the shop floor for a set of products grouped together by their common sequence of operations.
What is amazing is that these two tools (PQ$ charts and configuring the plant layout according to common routings) are basic and fundamental activities that any shop can implement. Research has shown that the time a component is worked makes up only 5 percent of the total production time required to complete an order. That premise should further motivate you to understand how job shop lean can help reduce lead-times, identify what product mix should be produced based on profit, and manage the production schedule.
Before you introduce robotics to the shop floor, take that first step to optimize production flow to minimize production lead-time. It’s important to take as much waste—and cost—out of the manual operation as possible. The second step is to automate redundant tasks. Many job shops think that their batch sizes are too small and they don’t have enough volume to justify robotics. That is a fair argument, but keep in mind that robotics thrive in environments where changeover and flexibility are required.
The robot itself as a mechanical manipulator is flexible and can be programmed to perform any task within its reach and payload capacity. It can perform a set of tasks for small batches and accommodate changeovers with ease and with little manual intervention. Figure 3 shows some of the tools that surround the robot arm.
There is no fixed rule for determining which projects are good candidates for automation. For every project that does not make sense, there is another that can result in increased productivity and a substantial ROI.
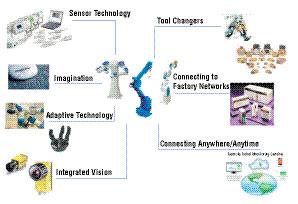
Figure 3: The suite of adaptive tool options that are available, such as sensors, integrated vision, tool changers, and connectivity, allow the robot to perform a set of tasks for small batches and accommodate changeovers with ease and with little manual intervention.

The Welder, formerly known as Practical Welding Today, is a showcase of the real people who make the products we use and work with every day. This magazine has served the welding community in North America well for more than 20 years.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





