















Contributing Writer
 |
Investing in capital equipment is an especially big decision for a small fabricator.
Rad Craig owns Induction Concepts, a Pryor, Okla., developer of high-performance twin turbo systems. He's curious about how automation might help him perform finishing work—he knows that robotics can save his company time and money, but he thinks it may be beyond his financial reach.
For more information, Craig wrote to Practical Welding Today®:
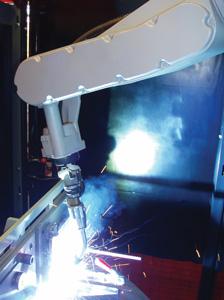
"We build lots of complex, curved stainless tubular parts. Do you have any suggestions or places where I can find more information about the equipment involved, strengths and weaknesses, and setup costs? For instance, do these robotic welding setups work only on straight sections, or can they weld in bends and curves? If so, how is that set up so that the tubing can rotate to complete the weld? Everything we do is GTAW."
In response, PWT contacted welding automation equipmentmakers and integrators to answer Craig's questions.
While respondents agreed that robotic welding vendors and distributors are good sources for information, they also agreed that whom you should talk to depends on what you need to know.
"It depends on your level of expertise with the technology," said Tim Ellenberger, vice president of Motion Controls Robotics, Fremont, Ohio. "Some end users can just buy the robot and welding package directly from an integrator or a welding equipment manufacturing company that also provides robotic systems. Other end users will need a completely integrated system and can work with a system integrator to develop the entire system from concept and studies through design, build, and programming, including welding procedures development, installation, start-up, and training."
In addition to whom you talk to, you need to know what to ask.
"For example, deciding which parts in your shop to put on the robot may seem like one of the easiest challenges, but it is probably the most important and sometimes the most difficult," said Sean Walters, product manager, Panasonic Factory Solutions Co. of America, Buffalo Grove, Ill. "This outwardly simple decision affects every other question you need to answer, such as repeatability of components, ROI, cost of fixturing, the size of the robot and the system, and whether to weld with or without filler metal. Choosing wisely in the beginning can eliminate some of the challenges."
Other manufacturing-specific issues also must be addressed, said Anthony Zarb, key technology manager at KUKA Robotics Corp., Appleton, Wis.
"What parts are to be run now and in the future? What is the sample part repeatability? What is the flow through your manufacturing facility, and what part mix is being run across your machine? These are all important to know," he said. "You also must know what type of positioning you need, if you'll be using existing fixturing, and if you'll be using any advanced process requirements, such as pulsed TIG or hybrid laser welding."
Respondents also suggested asking these questions before you contact a supplier:
Regarding GTAW, Walters offered more pointed advice.
"GTAW systems are not merely a simple commodity," he said. "Since yours is a small shop, vendor accountability is the most important factor. GTAW systems are complex. The ability of one manufacturer to supply you with the robot, welder, wire feeder, welding software, welding safety system, and overall peace of mind is extremely important.
"In robotic GTAW, there is a wide difference in the level of technology available from each robot vendor. It is wise to take the time you need to investigate your options," he said.
One of Craig's concerns regarding robotic welding is if and how it can weld bent and curved parts.
"Robots are not necessarily limited to only straight sections, because the fixtures holding the parts during welding can be mounted to manipulators to rotate the parts during welding," said Jim Berge, regional manager for western states/provinces and Mexico for Wolf Robotics Inc., Los Angeles. "But as you do your research, it will be very important for you to keep in mind that there are some unique challenges in welding complex curved tubular parts."
For example, Berge said, complex joint designs often prohibit good access to the welds. Because Craig's application likely requires filler metal fed into the leading edge of the weld puddle during welding, the necessary hardware—a guide tube for the welding wire located near the weld puddle—can make it difficult for a robot to reach the right weld position and torch angle in tight corners.
To test weld joint accessibility, Berge advised using a robot lab with actual parts or offline programming packages that simulate the movement of a robot system, its fixtures, and the parts being welded. Whether in a lab or on a computer screen, the robot must have the actual GTAW torch with a guide tube on it for accurate results, Berge said.
"If you learn that joint accessibility is not a problem, then the next challenge is part fit-up," Berge said. "Small, bent tubes are difficult to manufacture accurately and repeatably."
For fit-up, Berge said, Craig needs two elements. First, the welding joints must be in the same location from part to part. Second, there should be no gaps—or very small gaps at the most—between parts.
Acceptable joint accessibility and part fit-up can make robotic welding an affordable technology, Berge said.
Robotic equipment can offer fabricators the opportunity to weld various types of parts, Ellenberger said.
"With articulated robotics, you can program paths which can follow any geometric shape or path—horizontal, vertical, or a combination," he said. "We've had customers welding in only the horizontal position doing single welds, while other customers have required multiple arcs on the same part in multiple positions."
Robots can be programmed using three basic motion types, Ellenberger said:
You can maintain torch orientation along a circular path or straight line, he said. The ability to push, drag, or change the included angle can be programmed as needed. CAD-to-path programming also is an option.
Robots can weld complicated contours, including Y pipes and catalytic converter flanges, by fixturing the part on a rotating positioner, said Chris Anderson, market segment manager—welding, Motoman Inc., West Carrollton, Ohio. The robot controller can coordinate the positioner rotation along with the torch positioning for a smooth, continuous weld around the part's circumference.
"Complicated parts like manifolds can benefit from using a handling robot to position the part for a second welding robot," Anderson said.
Although robotic welding equipment offers many options for Craig's unique situation, using GTAW can be challenging, Walters said.
"On the technical side, GTAW robotic welding systems are some of the more difficult installations that occur," he said. This mainly is due to repeatability, parts cleanness, gaps, and joint location issues.
If Craig could consider a different welding process, Ellenberger and Anderson proposed gas metal arc welding (GMAW).
"Most of exhaust welding is done with the GMAW process," Anderson said. "This process should be carefully considered, as improved power source and metal-cored electrode technology can weld thinner materials with improved cosmetics. GMAW will yield much faster welding speeds and higher equipment uptime than processes with nonconsumable electrodes."
"You also have the choice of many different sizes and types of filler wire and gas for GMAW," Ellenberger said.
However, cosmetics or zero-spatter requirements may preclude GMAW. In this case, plasma arc welding (PAW) is a possibility.
"Plasma arc welding is typically preferred for robotic welding versus GTAW," Anderson said. "PAW utilizes a pilot arc, which is on continuously and transferred to the part when welding. This generates less electrical interference for the robot controller versus GTAW, which utilizes a burst of high-frequency voltage each time the arc is started. PAW also provides a more consistent arc and longer consumable life than GTAW."
Justifying the cost of a robotic welding system also is important. Walters said the first step is to draw a set of conclusions regarding what robots can do.
"Robots can increase your competitive edge, help alleviate manpower shortages, and give you a quality product to send out the door to your customer," he said, adding that he has seen companies with just two employees use robots successfully on relatively low-volume part runs.
Hidden costs also are an important part of cost justification, Zarb said.
"Scrap is important to calculate—namely, your scrap rate and your major source of scrap," he said. "You also should know what rework and worker's compensation are costing you and calculate your welder downtime and turnover as you research robotic welding."
Ellenberger offered a second set of benefits Craig might expect from automation:
"When you factor all of the benefits of a robotic system, it generally has a good payback," Ellenberger said. "We have had customers who have seen return on investment in under six months, while others have been two years."
In addition, recertified robotic systems are an alternative to buying a new system, Ellenberger said.
Finally, if you're interested in purchasing a robot for welding but are having trouble justifying the cost, using it for other types of fabrication can help.
"A plasma cutter on the robot can generate 3-D contours on tubes, such as saddles and miters, or create complicated shapes for heat shields," Anderson said. "Job shops can afford to spend several minutes changing over process equipment that OEMs typically can't afford. This can increase the job shop's robot utilization and gives it capability similar to that of an expensive, five-axis, CNC cutting machine."
Induction Concepts, www.inductionconcepts.com
KUKA Robotics Corp., www.kuka.com
Motion Controls Robotics, www.motioncontrolsrobotics.com
Motoman Inc., www.motoman.com
Panasonic Factory Solutions Co. of America, www.panasonicfa.com
Wolf Robotics, www.wolfrobotics.com

Contributing Writer

The Welder, formerly known as Practical Welding Today, is a showcase of the real people who make the products we use and work with every day. This magazine has served the welding community in North America well for more than 20 years.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





