















Contributing Writer
 |
The idea of welding with two wires is not a new one. Two-wire welding technology has been around for decades. However, only in the past few years has welding power source technology become advanced enough to provide good results with the GMAW process.
When using a tandem welding approach, it is important to have pulsed arc welding power sources at your disposal, especially for welding of aluminum and stainless steel. The pulsed arc characteristics help to reduce spatter and to achieve better arc characteristics. It also is important that these power supplies have adjustable pulse parameters for flexibility.
The tandem welding process comprises two completely independent welding circuits, each with its own power source, torch cable, wire drive, and contact tip (see Figure 1). Optionally, a push-pull system is available for aluminum applications.
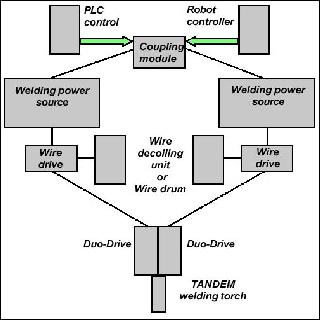 |
| Figure 1: Tandem welding systems use independent circuits to run the operation. |
Some manufacturers provide the option of pulse synchronization between the two power supplies. Pulse synchronization can be used to stabilize the arc by reducing interference between the two welding circuits. Whether pulse synchronization is necessary depends on the specific application. Operators should not assume that pulse synchronization is always necessary.
Because of its high deposition rates and intense heat, the tandem welding process is suitable only for automated welding. Therefore, it is important that the welding equipment can be integrated seamlessly with the controller of the automated welding machine. This provides the machine operator/programmer with the flexibility to program the exact welding parameters needed to take advantage of the tandem arc characteristics.
If such controls are not available on the machine, then programmable control of the welding parameters should be available on the welding power supplies. Optimum weld quality can be achieved by properly balancing the welding parameters being used by each wire.
 |
| Figure 2 |
The two contact tips are contained within a common torch body, surrounded by a common gas nozzle (see Figure 2). The two contact tips are angled in such a way that during welding, the two wires actually share the same arc, and a single molten puddle is formed.
Although the tandem welding torch is larger than a standard single-wire torch, equipment suppliers have developed slim, compact torch designs (see Figure 3). This enables good access into many types of weld joints. Generally, the tandem welding process is used in such a way that one welding wire follows directly behind the other in the welding joint, although this is not always necessary.
The tandem welding process is effective on carbon steels, stainless steels, and aluminum. For aluminum applications, push-pull torches are available to ensure reliable wire feeding.
 |
| Figure 3 |
Since the lead wire can be set at a high wire feed speed, deep penetration can be achieved, even at high travel speeds. However, complete programmability of both welding wires also can provide limited penetration, if desired, for high-speed welding of sheet metal.
When installing a tandem welding process on robots, it also is important to have the ability to weld in either direction. In other words, either wire should be able to act as the lead wire. This provides great flexibility when writing a robotic welding program and allows a programmer to take full advantage of the robot's working range. It also is helpful in some circumstances to turn one wire off and weld with a single wire only.
Through-arc tracking always should be done with the lead wire, so the system must have the ability to switch tracking capability freely from one wire to the other. Trying to perform through-arc tracking with the trailing wire can lead to inconsistent tracking results.
Remember that the same limitations apply to through-arc tracking when welding with tandem wires as when welding with a single wire—the robot must use a weave pattern during welding to read both sides of the weld joint. If the application is sheet metal or some other joint in which weaving is not feasible, then laser tracking or some other option must be considered.
Tandem welding has now been installed in hundreds of applications worldwide and has become a well-proven, reliable process. It has some limitations, but when matched with the right applications, welding speeds can be increased twofold or more with no sacrifice of weld quality.
Ask for live demonstrations on your own parts to make sure that a tandem welding process can benefit your particular application.
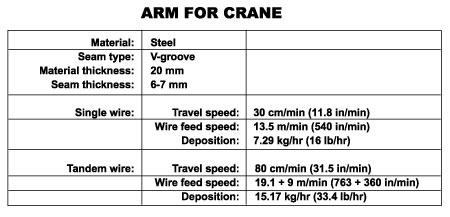
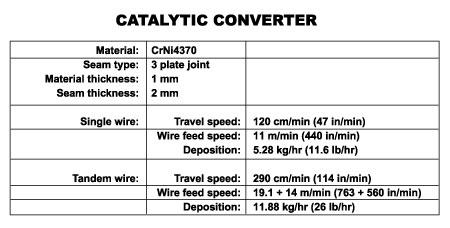
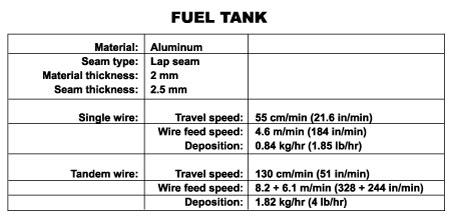
The primary advantage of tandem welding is increased deposition, which translates to increased travel speeds. The following are some examples that compare results of tandem welding with single-wire welding applications:
 |
 |
 |
 |
 |
 |
About two-thirds of Berge's career has been on the manufacturing side of the business, working for end-users of robotic and automated welding equipment, making robots work on the factory floor. The remainder of his time has been in the marketing end, working for companies such as ABB Flexible Automation, and other suppliers of automated welding equipment.
Berge has a bachelor of science degree in welding engineering from LeTourneau University and is the author of the book, "Automating the Welding Process," published in 1994 by Industrial Press. He is a member of AWS and has presented various papers and seminars regarding automated and robotic welding.
Cloos has been in the welding business since 1919. In the beginning, Carl Cloos designed and built welding power sources, laying the foundation for the modern MIG/MAG welding process. Mechanized welding machines filled the automation needs of Cloos customers worldwide. Then, in 1981, Cloos designed and began building its own arc welding robots.
Today, Cloos operates from subsidiaries worldwide, supplying true turn-key robotic welding systems, pre-integrated robotic welding cells, special purpose machines, and welding power sources to a multitude of industries. The United States subsidiary was established in 1985, and supplies complete turnkey systems, spare parts inventories, training and service from the Schaumburg, Illinois headquarters. A subsidiary of the U.S. operations—located in Monterrey, Mexico—provides service and support to the Mexican market, including spare parts and training services.



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





