
















Product Manager, Bending

Ask 10 press brake operators how they would bend a particular part, and you're likely to get 10 different answers. But all would agree on parts that gave them major headaches, such as ones with different (and sometimes unwarranted) radii requiring tooling changes, or radii that cannot be achieved with available tooling.
For the best, most cost-effective parts, designers should consider fabrication from the get-go, and here are examples of what those parts look like. Each one in some fashion streamlined bending and overall manufacturing, and required some creative thinking.
This large part for construction equipment was originally two pieces: a U profile and a second flat piece welded on the bottom. After workers deposited weld metal across the part's 40-in. length, the assembly actually twisted from the distortion. The company wanted to reduce costs, and the resulting one-piece design is pictured here. The two large hems provide the rigidity, eliminating welding.
Workers first bend the 175-degree joggles that align the end piece so it can lock inside the hem (the top hem in the picture). They then bend the two 90-degree angles for the U shape, prebend and perform the bottom hem, then finally the top hem with the extra material locking inside that final hem.
The sequence for the hems creates the greatest challenge, with the final top hem "sandwiching" material in between. Workers actually need to close the bottom hem before prebending the top hem; if both hems were prebent before closing, the metal would collide with tooling and the final end piece wouldn't lock inside that top hem.
This 12-ga. gutter profile is an overflow channel for a swimming pool. The company makes it out of bent sheet metal for design freedom. If the designer changes the gutter shape to fit the pool, the fabricator would only change the press brake program and, if necessary, the tooling setup.
Because of the thick gauge, the fabricator uses small-radius V's to attain those tight angles. They also help bump-form the middle: The smaller the tools, the more bumps they can perform, and the smoother the resulting radius. Also, the tall flange on the right requires a long gooseneck tool to access the flange bottom and bump-form that radius.
For this part, the operator starts with the left-hand-side, 90-degree angles, then the right-hand, 90-degree bends. The operator flips the part, performing the positive and negative bends sequentially. (If two positive angles were bent, the part would hit the machine.) After this comes the bump forming, starting in the center of each half-circle and moving one direction, returning to the center and bumping out the other direction—again, to avoid part collisions.
Formed up, this gutter is only about 12 in. from one side to the other. But what if it were a larger part? With so much flipping, operator strain and even injury would be a real possibility. In this case, the process could be automated (a robot doesn't care how many times the part has to flip over).
Or the company could invest in specialized tooling. A staged setup could include one set of conventional punches and dies alongside a specialized set in which tools are mounted upside down, with dies on top and punches on the bottom. These tools have specialized clamping shapes; dies, for instance, have safety tangs so they can be inserted on the top beam. This allows operators to perform both positive and negative bends without flipping the part. Compared with common tool setups, it's a somewhat expensive alternative, but for the right situation it can save time, money, and a lot of headache.
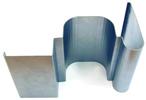
12-ga. gutter profile
Relief cuts, small slits cut at the bend line, prevent deformation of nearby features during bending, something that becomes a greater issue with air bending because of the larger radii involved. For this part, hexagon holes are very close to the bend line.
As the punch descends, the tool radius comes in contact with the hole edge and, under normal circumstances, would cause the hole edge to bulge under the pressure. But here, the relief cuts absorb the pressure and eliminate the deformation. Also, because of microtabbing, the operator can finish eight or more parts with one hit.
This drawer, made of 16-gauge steel, used to be made of three separate pieces. In that previous design, the two longer side walls had stiffeners welded inside, after which the holes were drilled through the two sheets. The new, one-piece design, with two hems on either side, requires no welding. Not only do those hems stiffen the design, they also eliminate sharp edges. In addition, the new part uses precision laser cutting to ensure those side holes line up just right after the hem.
This 7-in.-wide construction part is a structural component that also serves as a conduit for wiring. A prior design (top) involved several welded elements, which required grinding and polishing to prevent wires from catching on a rough surface. The redesigned part, shown on the bottom, is one piece and has no welds.
The hems are the greatest challenge to bend because of the part's length, on some runs up to 12 ft. Anything more than half the length of the brake bed requires a tool change between the V and hem tools. So here, the fabricator performs the 90-degree bends using standard tooling, then completes the hems on a hemming table built into the brake, below the main bed, as shown in the drawing here. Hydraulics lift the table, the operator inserts the part, and the conventional tools from the brake bed above provide the hemming pressure.
The new part involves 60- and 90-degree bends, 135-degree bends on either side, offset bends in the middle, as well as three hems. The operator performs bends on the bottom right, first the 90-degree on the far right followed by the 60-degree bend on the bottom right. A prebend for the right hem comes next, then the two 135-degree bends on the left, then the prebends for the two adjacent hems, then the offset bends in the middle. Finally, the operator finishes the three hems using the hemming table.
This 8-in.-wide, 4-in.-tall (formed) part of 0.312-in.-thick steel goes on a tipper truck assembly to hold a hydraulic cylinder. Pins for the cylinder go through the two holes on the top and bottom flange, so alignment is critical.
The original part was welded together, after which the ¾-in.-diameter holes were machined; the company couldn't machine first because of fixturing issues. In the new design, the tab-and-slot system gives the part lateral stability, and precision laser cutting (before bending, of course) replaces machining. The positive and negative 90-degree bends on the short flange are bent first, followed by the 90-degree bend for the top flange. Finally, the bottom flange is bent up and the tab locked into place.
Note also how the top flange ends where the bottom flange bend line begins. This gives the punch access to that lower flange for the final bend.
Part of a vehicle construction, this 7-ga. steel part was originally several elements welded together. It goes along the entire width of a vehicle, about 7 ft., which means this large part had some long welds.

Relief Cuts
The new design requires no specials, just a three-station staged setup. The tabs are bent first, followed by the two shorter ends, then the bends on the longer side. Note the reverse bends on the shorter ends. Operators flip the part only when bending those shorter ends; bending the long end requires no flipping.
This design, which creatively uses tabs and slots for stability, has a few prerequisites. First, the slots must have enough of a gap so they can be cut precisely; a too narrow kerf can result in too much localized heating from the laser. Also, the gap must be wide enough so the press brake operator can line up his tools and position the part without colliding or bending adjacent metal.
Second, this part design requires software. Savvy engineers successfully created this part with the help of 3-D CAD; creating this without software, and fabricating it successfully on the first try, would be next to impossible.
The part design does have one big disadvantage: nesting challenges. If smaller or similar parts can't be nested within the part's openings, the complex blank may require nesting that wastes a lot of metal. Sure, the part can be made from one piece, but what if it requires 30 percent more material because of awkward nesting? Time is money, and a lot of time can be saved downstream by eliminating welding and streamlining bending. But material is money too. The trick is to consider both time and material, then choose the most efficient, cost-effective option.
These parts illustrate two principles of good design for bending. First, microtabbing four parts together in effect doubles efficiency. With four parts tabbed, the operator can perform four 90-degree bends instead of eight. To avoid tooling collisions, the operator would form up the two shorter sections on each side, then turn the part and perform the two remaining longitudinal bends. The parts then would be separated just before assembly.
Second, these show the importance of giving the operator something for accurate gauging, in this case the square ends. What if those square ends were rounded or pointed? A single part with a rounded end would be difficult to gauge accurately. But thanks to microtabbing, the operator could slide those two parallel round ends against the backgauge and still achieve an accurate bend.
Portions of this article are adapted from John Kemp, "Design of Sheet Metal Parts," presented at the FABTECH® International & AWS Welding Show, Oct. 6-8, 2008, Las Vegas, ©2008 by the Fabricators & Manufacturers Association Intl., Society of Manufacturing Engineers, and the American Welding Society.

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}