















Contributing Writer
Press brake manufacturers have made tremendous advances in the art of machine design and manufacturing. Machine frame components are designed to use proven mechanical engineering principles combined with CAD technology to identify the areas most susceptible to stresses consistent with the metal bending process.
In addition, all progressive builders strive to incorporate the latest CNC machining technology to produce a product that meets the reliability and productivity needs of the customer.
Many of the problems with frame deflection certainly have been eliminated, or at least minimized, by antideflection devices such as integrated dynamic crowning systems and crowning tables. In addition, through the use of advanced CNC technology, upper beam positioning feedback devices such as pressure reference systems, and linear encoders, press brakes certainly can be appealing.
Add precision press brake tooling and multiaxis backgauging and you have the components for a precision air-bending forming system.
Glossy catalogs and well-developed specification sheets can make most precision press brakes attractive to customers seeking productivity enhancement. However, unless the press brake is equipped to handle the variables that the machine builder can't control, these variables can affect the air-bending outcome for the perfect bend. The most significant of these variables is the material being used by the customer.
Material is, and always will be, somewhat inconsistent because of the nature of various finishing processes. Whether the material is sheared from blanks, slit from coils, or redirected from a turret punch press or laser, it is delivered to the press brake with inherent differences in sheet thickness, tensile strength, and grain structure.
Material variations make it difficult for the press brake operator who has been given the directive to just make these parts to print. The challenge for today's machine tool builder is to develop complementary systems that help the operator overcome material variables with the ultimate goal of automating the material measurement and angle and springback measurement processes.
Many press brake builders, especially those from Europe, have been experimenting with a variety of angle measurement solutions since the 1950s to combat the effects of material variation. The early attempts were rather futile; the numerical control units were not able to handle real-time feedback problems. In addition, the press brakes were not servo-controlled, so they lacked precision repeatability.
By the mid-1980s, with the evolution of more powerful CNCs and servo-controlled press brakes, developments began in earnest for ways to measure an angle, record it, and adjust for a perfect bend.
Numerous systems were developed, including linear potentiometer measuring disks, laser projection, probe tracing, and die cavity measurement systems. All these early systems had challenges, including high cost, high maintenance, lack of versatility, no real-time feedback, or no springback measurement.
 |
| Figure 1 |
A number of innovative angle measurement systems are available for today's fabricators.
The TRUMPF TrumaBend V-series press brakes offer the Angle Sensor ACB® (see Figure 1) that utilizes two sensor disks with different diameters in the upper tool profile and connects to an electronic feedback module. The sensor measures and automatically adjusts the angle to the desired nominal value.
After calculating four separate inside angle points, the system calculates the actual angle from the distance between the disk centers, measures the relaxing point, and adjusts for springback. The achieved angle information is evaluated by the magnetically mounted upper beam electronic feedback module, relayed to the CNC, and makes the correction to the angle.
The patented Easy Form Laser system for Strippit/LVD PPEB press brakes (see Figure 2) controls the angle in real time during the bending process using laser detection. The angle measuring system comprises a laser sensing device and an expert software system stored in the CNC. Real-time digital information is transmitted to the CNC and processed, and the correction is made for the desired bend angle. The device is linear rail-mounted to the lower beam.
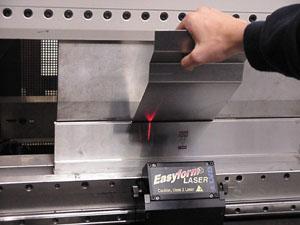 |
| Figure 2 |
The Pullmax system, called the Active Angle Measurement System (AAMS) (see Figure 3), is incorporated for use with single V dies or for programmable adjustable dies. The mechanical system measures the total included angle during the bending cycle. The system can make multiple measurements along the length of the machine and is designed to analyze the material being formed and automatically compensate for variations.
Running in closed loop, this system can compensate for variations in material thickness, grain direction, and springback caused by material quality. Because springback can vary from 2 to 15 degrees, it becomes critical to have the ability to measure this variance accurately. Studies conducted by users have found this system can achieve angular tolerances of ±0.3 degree or better.
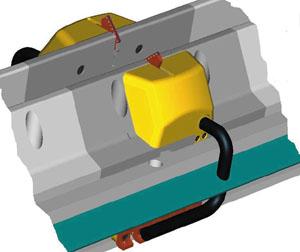 |
| Figure 3 |
The Cincinnati Adaptive Control option was introduced in 1988. It enables the AUTOFORM® CNC Forming Center to automatically compensate for variations in material strength and thickness to produce a more consistent air-bend angle.
The adaptive control monitors and processes measured force and displacement data in real time as the ram proceeds through the cycle. When "adaptive" is selected as the forming mode, the control calculates a unique ram reversal position during the loading portion of each stroke to achieve the desired bend angle. This patented feature does not require additional probes, sensors, or special tooling.
In addition to the systems just discussed, the Gasparini GPS4 in-die system and the Darley ACS (Angle Control System) also are known to offer innovative angle measurement solutions.
On the PRDC series press brakes, Hurco has introduced the PR+ software module to its patented Pressure Reference System (PRS). The PR+ module is a combination of real-time active thickness compensation (ATC) and bend springback compensation (BSC).
When active, the module measures the actual material thickness at pinch point and calculates a new bottom dead center (BDC) based on that measurement. During the bending process the control records the pressure it actually took to reach BDC using the pressure sensor technology already available with the PRS.
The system then releases up to 80 percent of the pressure measured and takes a reading from the ram positioning scales. These readings are used to determine the amount of springback, calculate a new BDC, and complete the bend to the desired angle. No complex database adaptation is needed because everything is measured and corrected in real time.
Angle and springback measuring systems are the next step into true press brake automation. What will make this possible is the continued technological commitment from the world's machine tool builders to produce the most accurate air-bending forming systems. The ultimate answer to their pursuit will depend on feedback from fabricators about whether the systems add to their value stream and to the continued success of their business.
The author wishes to thank the following contributors to this article: Lynn Moore, TRUMPF, Inc., Farmington, Conn. (www.us.trumpf.com); Bob Mathien, Strippit/LVD, Akron, N.Y. (www.lvd-group.com); Thomas Wessel, Pullmax, Elk Grove Village, Ill. (www.e-ci.com); Bill Adamson, Hurco Metal Fabrication Products, Indianapolis, Ind. (www.hurco.com); and Gerrit Gerritsen, Beyeler Group, Switzerland (www.beyeler.de).


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





