















Senior Development Engineer
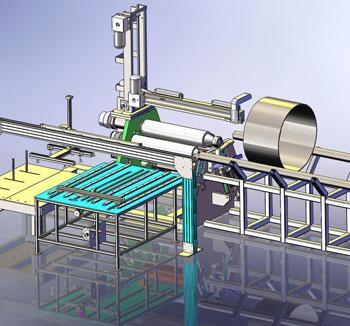
Figure 1: Smart controls and a library of rolling data make automated plate rolling possible.
Plate rolling is one of the most complex metal fabrication processes. Changing just one variable directly affects numerous others. When a plate roll is set up, springback is a major factor, as is the material's chemical composition and its work-hardening characteristics.
For years machine operators learned the seemingly black art of plate rolling simply by doing it repeatedly, usually for months and years. And experience remains important. But the more knowledge industry has gained about the materials being rolled, the more "intelligent" plate roll systems have become.
Today many plate rolls have CNCs with data tables that draw from decades of rolling experience, which has made the process much more predictable. With predictability also comes automation. Some plate roll operations now have automated the loading, rolling, and unloading, producing precisely rolled workpieces time after time (see Figure 1).
When rolled into a ferrule or arched shape, the sheet or plate will spring back a certain amount, and that amount depends on myriad factors. In fact, as highlighted by studies and tests carried out in various parts of the world, the precise amount of workpiece springback can only be determined experimentally.
Regardless, some basic factors usually apply:
Work-hardening factors into the equation as well, especially when rolling material like stainless steel. Consider some classic stainless materials, ASTM 304 and 316, which have certificates that often indicate a yield strength close to 220 MPa (about 32,000 PSI). When a sheet of this material is rolled, its yield strength increases proportionally to the number of bending steps, until the yield strength reaches a value close to 360 MPa (50,000 PSI). This is why such work-hardening (or self-hardening) phenomena should be taken into account when evaluating the rolling capacity of a particular machine.
The material's chemical composition influences yield strength and hardness. A brief look at a sheet's certificate can tell a fabricator a lot about how the metal will behave in the plate roll. Key elements to observe include carbon (C), nickel (Ni), chromium (Cr), manganese (Mn), molybdenum (Mo), and silicon (Si). More carbon makes steel harder. So does more chromium, the alloying element in stainless steel. Both manganese and molybdenum can increase hardenability. And so can silicon, which can also decrease elongation characteristics.
Changing the amount of each element alters a sheet's rolling characteristics, as well as rolling capacity considerations. An ASTM 304 stainless steel the identical size and thickness of a carbon sheet obviously will roll very differently. But even for two sheets of 304 stainless with certificates showing identical chemical makeup, the rolling results still may be different, thanks to different heat-treatment processes.
Plate rolls have followed a similar path as other machine tools. What was once a manual process now is guided by electronic automation. This has led to greater precision in plate rolling, higher operating speeds, and greater throughput.
The need to roll not just cylinders but complex geometries requires an automation system that is not rigid but flexible, so that the movements of specific rolls can be interpolated as required. With a CNC, the operator is in a position to improve production in terms of quality, quantity, and safety. The CNC works with various sets of data, including basic machine parameters, roll programs, and machine geometry variables, as well as data tables such as those for material correction.
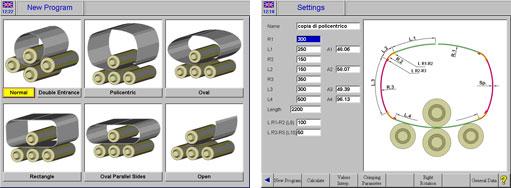
Figure 2: Modern controls allow technicians to choose specific workpiece geometries (on left), then type in specific values for various portions of the rolled section (on right).
A standard four-roll system with a CNC may have up to 11 axes to control, including prebending (to minimize unbent flat sections at the plate edges), bending, gripping, roll rotation, and (if required) overhead supports that prevent thin sheet from bowing during the operation. These controllable axes allow technicians to program various shapes, from a conventional round cylinder to one that is polycentric, with multiple radii throughout the cylinder circumference. These can include a standard oval, an oval with parallel sides, a rectangle, as well as an open arc (see Figure 2).
Like other machine tools, modern plate rolls now feature greatly simplified programming with a graphical interface. The operator can choose the shape he wants and enter the desired length and radius for each rolling step. He runs the job and then, based on the results, alters the program as necessary. These jobs can then be saved in memory and called up again as needed. And if the sheet metal characteristics change, the operator need not manually alter all the data points, but instead insert the correction as a percentage change from the original parameters.
The rolls themselves can be programmed to move up and down at different speeds, depending on the precision desired for each step in the rolling program. The roll can move rapidly to a predetermined point near the programmed value and then, to obtain maximum precision, move slowly until it reaches the exact position. If a high degree of precision is not required, the roll can move into position in a single, rapid movement.
Technology advancements have turned the plate roll into a high-production system. Certain production machines that roll thin sheet can use seemingly simple two-roll systems, with one roll placed above the other. The upper roll is fitted with special liners (called spindle pipes) to set the required workpiece diameter.
Such rolls can be integrated with material handling systems that automatically load and unload the thin-sheet workpieces. Other automated systems integrate such rolling with subsequent welding. Some rolls may be coated with neoprene or undergo special treatment to protect against markings and similar wear from repeated contact with workpiece after workpiece.
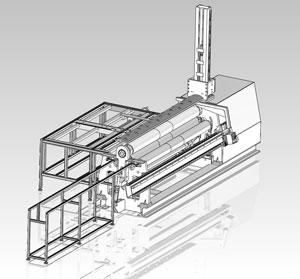
Similar automation may be integrated with common four-roll systems as well (see Figure 3 and Figure 4). Four-roll machines minimize prep time when it comes to procedures like prebending. On a typical three-roll system, for instance, to minimize the unbent flat section near the weld joint, both the leading and trailing edges of the sheet must be prebent prior to rolling. But with a four-roll system, the machine accepts the plate, prebends the leading edge, rolls the geometry, and then bends the trailing edge. This gives the four-roll system a slight productivity boost, which is why it has become so popular in production-rolling environments.
Unbent flat sections are less pronounced on thinner sheet, but the prebending requirement remains for precision work. Bowing, however, becomes more pronounced with thin-sheet ferrules, which tend to bow under their own weight as they form into their final shape. This is where material supports come into play (see Figure 5). When the workpiece reaches an overhead roller support at the 12 o'clock position, that roller supports the workpiece and ensures the thin-gauge material remains where it is programmed to be—and not bowed downward and distorted.
Ultimately, advanced rolling systems must be designed with reliability in mind, because machine uptime is paramount. After all, production rolls—many designed with custom-built loading and offloading systems—need to keep on rolling.
Francesco Massa is senior development engineer at Sahinler A.S., represented in North America exclusively by Cole-Tuve Inc., 10521 Industrial Park Road, White Marsh, MD 21162, 410-933-0700, www.coletuve.com, www.sahinlermetal.com.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}
{kind=link}
{kind=link}