















Senior Editor

Figure 1: Today’s machines are rated to cold-roll seriously thick plate. Here, a machine is being tested to roll 8-in.-thick plate cold. Some machines today have been built to cold-roll up to 11-in.-thick plate. Photo courtesy of Faccin USA
Plate rolls have gotten seriously big. Machine pits are deeper, the frames massive, the rolls ever larger. Certain machines have specifications stating they can roll plate of certain yield strengths to 4, 6, and 7, even 11 inches—cold.
"I was standing next to just one roll that was sitting on a shop floor," said Bob Stasalovich, director of sales and marketing for plate roll-maker The Sertom Group (TSG) North America, Roscoe, Ill. "I'm about 6 feet, and this roll was about up to my chin. That gives you an idea of just how big these machines are."
The niches served by shops that can cold-roll plate 4 in. or thicker have boomed (see Figure 1 and Figure 2). Superheavy rolling systems are fabricating vessels that in years past would have been sent to forging houses.
According to sources, several factors are spurring demand. First is increased demand from the sectors providing infrastructure and power generation. Second, a lot of old iron remains in heavy fab shops; many are upgrading, and the type of machine they're purchasing has made such heavy rolling practical and cost-effective: the variable-geometry plate roll.
Common double-pinch, fixed-geometry plate rolls can have either three or four rolls, where the bottom rolls rise to meet a fixed top roll. This arrangement dominates much of the industry for a reason: It's simple and efficient. But as plates get thicker, challenges arise, and most involve what all plate rolls, no matter the type, leave behind after an initial rolling operation: the unbent flat.
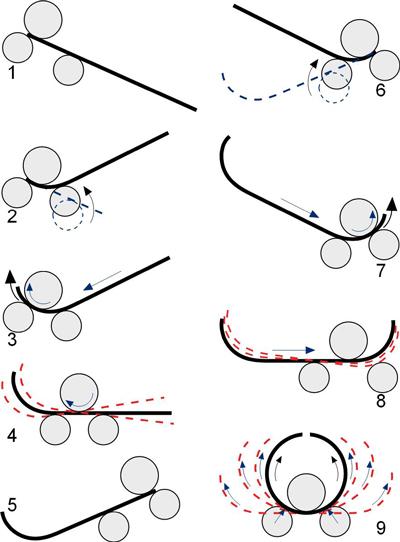
All plate rolls need to pinch the plate edge, which means a small amount of material from that edge remains flat. In a fixed-geometry, three-roll system, prebending minimizes these unbent flat sections. The offset rolls rise to meet the top roll to bend the plate's leading edge upward. An operator can then run the plate flat through the open rolls and position the trailing edge for the second prebend. If floor space is an issue, an operator may use a crane to remove the plate after the initial prebend and rotate it 180 degrees to perform the second prebend. Regardless, rolling commences only after the leading and trailing edges are bent (see Figure 3).
Four-roll systems have three rolls on the bottom: a pinch roll in the center and an offset roll on either side. This means the machine can prebend, roll, and then perform the second prebend (in this case it could be called a postbend) on the trailing edge. This gives the four-roll system a slight productivity boost, which, as sources pointed out, is why four-roll systems have become so popular in production-rolling environments such as wind tower plants (see Figure 4).
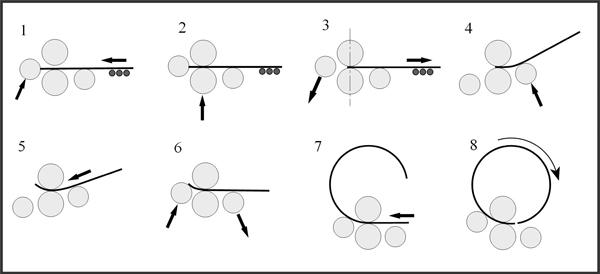
The variable-geometry, or variable-axis, machine is a different animal. Its two bottom rolls move laterally, the top roll vertically. The system really acts more like a press brake setup with a variable V die (see Figure 5 and Figure 6).
"The two side rolls of the variable-axis plate roll are very similar to the bed, and the top roll can be operated like the ram of a press brake," said Orazio Davi, president of Italian plate roll manufacturer Promau/Davi, with U.S. offices in Loves Park, Ill., and a technical center in Dallas.
The wider the V-die opening is, the greater tonnage a press brake can handle, and the same holds true for a variable-geometry machine. The two bottom offset rolls are like the two shoulders of a variable V die. To form thicker metal, the two bottom rolls move apart, and the top roll, acting like a press brake punch, descends to a specified position to roll the desired cylinder diameter.
Figure 5: Variable-geometry machines resemble press brakes more than conventional rolling systems. Like a brake punch, the top roll descends to roll the plate to the desired diameter. Image courtesy of TSG North America.
If a press brake normally bends 0.5-in.-thick plate but on occasion needs to bend 0.75-in., "the operator would pull out a 6- or 8-in.-wide V die they used to properly bend the half-inch plate and replace it with a larger, 12- to 14-in.-wide V die—and all of a sudden it takes less tonnage per foot to bend," said Steve Bonnay, product manager at plate roll manufacturer Faccin, with home offices in Italy and a U.S. office in Tampa, Fla. The same logic, he said, applies to the variable-geometry rolling machine. The farther the two bottom rolls are away from each other, the less force per foot it takes to roll thick plate.
To prebend on a variable-geometry system, the operator can feed the plate in, parallel to the floor, and move a lower roll virtually under the top roll to the precise position needed to produce a minimal flat section (see Figure 7).
The physics of rolling makes a certain amount of unbent flat sections unavoidable, but calculating the amount of unbent flat depends on the machine type. A fixed-geometry system leaves unbent flat sections between 1.5 and 2 times the maximum material thickness the machine is rated for. So if such a system is designed to roll up to 4-in.-thick plate, it would leave between 6 and 8 in. of flat regardless of the plate thickness.
This happens because the top roll is fixed and the bottom rolls follow only one axis of motion, toward and away from the top roll. A fixed-geometry system for 4-in. plate is designed such that the bottom rolls contact that plate at just the right spot so they can perform a prebend to create the narrowest flat possible at the edge—again, between 1.5 and 2 times material thickness. However, if those rolls prebend 0.75-in. plate, they will contact the top roll in the same place as if they were prebending that 4-in. material, leaving up to 8 in. of flat. "That's a problem," Bonnay said. "Most shops rolling 0.75-in.-thick plate couldn't live with 7 or 8 in. of flat."
Variable-geometry systems don't have this problem because the two bottom rolls can be positioned under the top roll at just the right spot to leave a minimal unbent flat for the material at hand. Regardless of plate thickness, the flat usually is 1.5 to 2 times material thickness. As Davi explained, "The side rolls of the variable-axis plate rolls can be opened and closed by the operator to create the perfect opening related to the specific plate to be rolled in the machine at that time."
It's not that a fixed-geometry machine couldn't be designed to handle extreme thicknesses, but most operations don't see 6-in.-thick plate every day. It comes back to unbent flats. Fixed-geometry systems leave unbent flats up to 2 times the maximum material thickness rated for the machine, regardless of the actual thickness of the plate between the rolls. Variable-geometry systems leave unbent flats up to 2 times the thickness of the plate that's in the machine.
The variable-geometry systems also have a benefit if rerolling is required, again because of the system's press brake-like operation. Like a brake punch, the top roll descends to the welded seam in the middle of the unbent flat section and rolls the metal out to the desired radius. "It's really a press roll," said TSG's Stasalovich. "The top roll is able to come down and then roll back and forth slightly over this area, and you don't lose significant thickness capacity like you do on other styles of roll machines."
If a job requires a cylinder with no unbent flat portion at the seam, rerolling will be required regardless. Again, no machine can roll a radius right to the plate edge. But often variable-geometry machines allow operators to tweak parameters to correct some differences in roundness, Davi explained, adding that, in some cases, such tweaking can eliminate the need for rerolling.
All this isn't to say fixed-geometry systems don't have their place, especially for thinner material. A fixed-geometry machine rated for up to 1.5-in. plate would leave unbent flats up to 3 in. wide, which may be acceptable for various thin-gauge jobs. The occasional job requiring less or even no unbent flat could be welded and then rerolled.
As always, machine choice depends on application requirements. Heavy-duty applications usually fall into one of two categories: custom or production. In production environments, such as for wind towers, reducing rolling cycle time means everything. These are high-volume environments processing identical or similar plate thicknesses repeatedly, which is why many plants opt for the four-roll, fixed-geometry system.
Figure 7: To conduct prebending on a variable-geometry machine, the operator can instruct a bottom roll to move almost completely under the top roll. This allows the rolls to prebend in a way that leaves a minimal unbent flat section at the plate edge. Image courtesy of Davi Inc.
"The wind industry is the one sector where we've seen significant adoption of the four-roll systems, even for superheavy plate," Bonnay said.
For custom thick-plate applications—in other words, most job shop scenarios—sources said that the variable-geometry systems are becoming much more popular, mainly because they can process a variety of material thicknesses. Most feed the plate with an overhead crane. Feed tables are rare, simply because of the real estate they require.
"If you have a 60-ft.-long feed table, and you only process 60-ft.-long plate once a month, it's not a good situation," Bonnay said. "It's difficult to use the real estate [the feed table takes up] for anything else."
No matter how advanced plate rolls become, the physics of forming doesn't change. Like in the press brake arena, it sometimes makes sense to choose a machine rated for much thicker material than a shop would normally process. Prebending requires more concentrated force, so a machine rated for 6-in.-thick material may be able to prebend material only up to 4 in. thick. It also takes more force to roll to tighter diameters, so as diameters decrease, so should the plate thickness.
"Of course, most fabricators rolling superheavy material aren't doing tight-diameter work," Bonnay said.
Material yield strengths also affect rolling capacity, and to the frustration of fabricators everywhere, what they order isn't necessarily what they get. Mills promise that the plates they sell will meet or exceed a minimum yield strength. Structural plate rated to be at least 36,000 PSI may in fact be 40,000 to 60,000 PSI, or even more. As sources explained, fabricators should keep this in mind when considering machine capacity.
A 20-something plate rolling machine operator, about 6 ft. tall, doesn't look it. The system, capable of cold-rolling superheavy plate, dwarfs him. He operates the machine cautiously, taking eight passes, easing the extraordinarily hefty material to produce the desired diameter. Certain codes specify that the difference between the vessel's maximum and minimum measured diameter cannot exceed 1 percent of the specified diameter. This operator got that variation down to less than one-quarter of 1 percent.
Bonnay visited this European shop with managers from a U.S.-based heavy fabricator. With so many passes, it took about 45 minutes to roll that cylinder. The U.S. fabricator accompanying Bonnay asked why the operator took so many passes.
The operator said it boiled down to time and money. Like with thick plate on a press brake, underbending can be corrected easily with another pass, but overbending would be disastrous. Pulling apart such a thick cylinder, he said, may be virtually impossible in some circumstances. Even if it were possible, it would take hours. And the cylinder would make for some expensive scrap; the raw stock in that machine was worth more than $25,000.
The operator rolled the plate so precisely—well within the tolerances specified by code—that it made downstream fabrication much easier. An extra 20 to 30 minutes on the roll, he said, allowed for time savings of six to eight hours in downstream fabrication.
"In the 1980s and 1990s, we saw about only a dozen or so large machines capable of rolling 4 in. thick and up installed around the world," said Davi. "About 10 years ago we began to see increased demand for these heavy machines."
He attributed the global demand surge to rising labor costs. Old mechanical machines still work, even after decades of service, but it now costs a lot more to run them.
"Four decades ago most machines were mechanical," Davi said, adding that such machines took hours to make just one cylinder. These machines remained in operation as long as labor rates remained sufficiently low. Now, with global labor rates rising, the number of investments in new hydraulic plate rolls is rising, and with it the proliferation of thick plate rolling.
With the latest equipment, shops can hot-roll insanely heavy plates—more than a foot thick in some cases. "Heating plate may increase a machine's capacity by 40 to 60 percent, depending on the application," Stasalovich said. But sources noted that the market for such plate is different, because heating prior to rolling changes the plate's mechanical properties.
Still, capacities seem to be ever-growing. So how thick can thick plate rolling get? Very. Studies have shown that, at least theoretically, rolls could be designed to process plate up to 20 in. "It's a little unbelievable, but true," Davi said, "but is industry going to be capable of supplying such a plate for that giant monster?"
Today's monsters don't cold-roll 20-in.-thick plate, but they can handle 4 to 7 in. just fine, and they're quite a sight. At shops where installers can't dig a pit to place the machine—like near the bayou of Louisiana—machines tower over the floor and sometimes require platforms for operator access and plate feeding. Other shops dig pits so deep that plate can be fed via overhead crane virtually at floor level.
They're big, awe-inspiring. But most important, they provide designers of the world's infrastructure and power-generation equipment with another manufacturing option. For heavy fabricators, therein lies opportunity.



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}
{kind=link}
{kind=link}
{kind=link}