















Editor-in-Chief
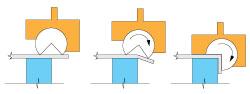
Figure 1: Rotary bender tooling relies on a rotor to clamp onto a workpiece, hold it in place, and then form the shape against the anvil as the die set closes. As the set opens, springs mounted in the saddle that houses the rotor push against the rotor, causing it to return to its neutral position.
Bending large sheets or thick plate puts a lot on the plate for any metal fabricator. Press brake operators have to take their time when forming large parts. They are not easy to manipulate, usually requiring two or more people to position the workpieces into the press brake correctly. These large parts are difficult to handle during the bending process as well because whip-up occurs. Of course, because thick plate is heavy to handle and manipulate, an operator cannot push out parts as quickly as someone forming small brackets from light-gauge material on an electric press brake.
So should a fabricator give up the search for process improvement related to bending large panels or heavy plate? Definitely not. It’s called continuous improvement for a reason. The search for production efficiency never ends.
Luckily, specialized press brake tooling can help with these challenging forming jobs.
Bending large panels in a press brake presents a handling dilemma for fabricating shops. Whip-up occurs as the press brake’s ram comes down and forces the material into the open V die. During the forming process, operators typically are needed to stand in front and on each side of the press brake to support the section of the workpiece that protrudes from the die space as the material moves upward. When forming large panels and heavy parts, it is often necessary to use bend speeds that are much slower than normal. This not only protects the operators from injury, but enables them to properly match the speed of the ascending part to eliminate back-bending.
Heavy-plate fabricators may also find that they need more press brake tonnage than originally expected to bend these types of large parts. The press brake not only has to be powerful enough to bend the part, but also to lift the weight of the unsupported material outside of the press brake during the forming process.
In order to eliminate the need for additional tonnage and manpower, many metal fabricators elect to invest in a sheet follower that is attached to the front of the press brake. This accessory supports the large workpiece as it is being formed, ascending with the workpiece as the ram drives the material into the die opening.
When manual or mechanical support isn’t there for this type of plate forming, back-bending may result. Simply put, back-bending occurs when the gravitational force acting on the unsupported portions of the blank is strong enough to overcome the yield strength of the material.
This is where a rotary bender tool can make a difference. Rotary bending is a concept that has been around since the 1940s, but it wasn’t until the 1980s that such tooling was used in press brake applications.
Rotary bender tooling (see Figure 1) consists of a saddle, a rotor, and an anvil. The rotor is contained by a saddle, which is machined with enough clearance to allow the rotor to rotate freely. As the saddle moves down, the rotor’s clamping jaw makes contact with the workpiece and holds it firmly in place against the anvil. As the saddle continues to move downward, the forming jaw rotates, exerting enough pressure to form the material around the anvil. When the saddle retracts from the bend, spring returns cause the rotor to return to its neutral position.
Rotary bender tooling allows the workpiece to remain horizontal during the bending process, much like a folding machine does with the exception that the primary bending is done in one direction, either up or down, but not both. With the workpiece remaining stationary during the forming process, operators don’t have to worry about whip-up, and the potential for back-bending is eliminated.
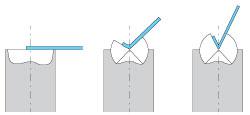
Figure 2: With a rotational die, the workpiece is placed on the surface of the rotors, parallel to the press brake bed. When the ram drives the punch into the material, the workpiece is held in static contact with the rotors while they move upward. This forces the material to form the desired angle.
In short, rotary bender tooling helps to increase part throughput, while at the same time reducing scrap rates related to back-bending. Labor rates are reduced, too, because multiple operators aren’t needed to support the large panels or thick plate during forming.
It’s no secret that fabricators of heavy-duty parts want to minimize the number of operations involved in the manufacturing process. If a shop can avoid further downstream processes beyond the press brake, it will eliminate part-handling cost and time and is one step closer to getting that part out the door and to the customer. The shop also reduces the chance for accidents if it can minimize the handling of very large parts—which can weigh as much as 18,000 lbs.—on the shop floor.
So when large panels or heavy plate is being cut on the bed of a laser or plasma cutting machine, the shop is interested not only in cutting out the perimeter of the blanks, but also cutting out any features on the blanks’ interiors. The thought of producing the blank, bending it, and then cutting or machining additional features after forming is likely to make a fabricator break out in a sweat.
That scenario occurs occasionally because cutouts—and even short or tapered flanges—cause a problem for press brakes during the blank bending process. When a blank contains a feature or cutout that prevents it from spanning the entire V opening, the blank usually will shift, or skew, during the forming process. Cutout features in the blank also can cause premature bending because of the weakened state of the material in that area. Both of these phenomena result in high scrap rates and wasted labor.
A rotational die—available in fixed or adjustable styles—can help in this situation. In this type of tooling, the rotational feature is in the die (see Figure 2). When the ram moves downward toward the material that sits on the forming surface of the rotors, the punch contacts the workpiece and holds it firmly in place as the rotors move upward. This movement results in the formation of the desired angle—up to a 180-degree bend.
For bending large panels or thick plate containing some sort of cutout feature, rotational tooling can help to minimize flaring and distortion because the rotors support the workpiece from the underside during the forming process. Because the rotators protrude into the die cavity, they support cutouts much more than standard V-type tooling.
Rotational tooling can also increase productivity by minimizing the need for costly, time-consuming secondary finishing operations. Because the rotors disperse the bending pressure over a much wider surface than the lead-in radii of a standard V die, typical die marking is eliminated. In addition, since the material is in constant contact with the rotors throughout the bending process, the drawing action typically associated with press brake forming is eliminated. Both factors, of course, lead to a significant reduction in part marking. If a fabricator needs to guarantee completely mark-free bending, urethane inserts or die film could be used.
If a shop has the ability to form parts that contain holes or other cut-out features, there is no need to employ secondary processing operations after bending. That’s eliminating a significant manufacturing step, particularly if that fabricating process happens to be outsourced.
Bending plate in a variety of thicknesses typically requires a variety of die openings. (As the material gets thicker, the die openings usually become larger to maintain reasonable forming tonnages.) In some instances, the tools are so large that they require as much floor space for storage as the press brake itself.
In short, moving the long and heavy tooling in and out of the press brake is a dangerous, difficult, and time-consuming task. Cranes or lift trucks are necessary, and special care is needed to avoid damaging tools and fellow workers. Needless to say, changeover of large dies cannot be done in a couple of minutes.

Figure 3: By using an adjustable die for thick plate, a metal fabricator doesn’t have to worry about the danger and inconvenience of moving and storing very heavy dies, some of which can weigh 10,000 lbs.
Of course, the best way to reduce setup time is to eliminate tool changes. Adjustable dies can help to do that (see Figure 3).
Now these aren’t the old-style adjustable dies that required the operator to lift shims in and out of the tool to change the opening. Modern adjustable dies simply require the operator to loosen stripper bolts.
As the stripper bolts are loosened, the saddle blocks are lifted, disengaging the locking channels at the bottom of the saddle from those in the base plate. The saddle blocks, which glide on ball transfers, then can be moved safely into the appropriate position. Once the saddle blocks are positioned, the operator only needs to tighten the stripper bolts, which re-engages the locking mechanism.
If fabricators are interested in increasing production efficiency further, they can look at automating certain adjustment functions. A hydraulic lock/unlock system eliminates the need for the operator to loosen and tighten the stripper bolts manually. Once the saddles have been positioned properly, the operator presses a button, which engages the saddles, and the die is ready for use. For maximum productivity, a fully automated system that operates the hydraulic clamping and unclamping and motorized positioning of the saddle blocks is also available.
Although adjustable, this tooling is designed to be as rugged as the tooling with fixed die openings. The new-style adjustable rotational dies can be designed to withstand forming pressures of up to 300 tons per foot. For maximum durability, the rollers in these dies have a surface hardness of 62-65 HRC.
Now sometimes a fabricator has to deal with economic realities. This reality may dictate that new adjustable tooling is not an option. That 10,000-lb. tool sitting in the press brake is going to have to be pulled out and replaced with similarly sized tooling as part of regular changeovers. The tooling is paid for and does the job, and no one is in a hurry to rework a fabrication process that produces acceptable bends for the most part—even if that heavy-duty changeover scenario repeats itself several times a shift. Such is the nature of life on the shop floor sometimes.
That doesn’t mean the changeover process can’t be made easier. That is where a lift system with ball transfers or manual die rollers can help.
A hydraulic die transfer system inside the base plate of an adjustable die or die holder can power the appearance or disappearance of ball transfers. When the press brake operator punches a button, the ball transfers emerge, lifting the large die and allowing it to slide easily in and out of the press brake. Just a simple push is needed to get the tooling in place. (Rollers also can be employed in the press brake ram to minimize damage caused by dragging large punches in and out.)
When the tooling is in place, the operator either pushes a button or turns a wrench, and the ball transfers or rollers drop back down, leaving the die securely positioned. A hydraulic locking device also can be incorporated into the design to provide an added sense of security.
Increasing production efficiency in bending large panels and plate is possible. It’s just a matter of knowing what specialized tooling is available and understanding how it applies to a particular bending application.



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





