















Contributing Writer
 |
In the late 1970s and early 1980s, the metal fabrication industry became acutely aware of non-value-added time—the amount of time lost while a machine sits idle without adding value to a metal component—such as setup time. Nowhere was this more evident than in the press brake area. Press brake manufacturers began working to improve press brake technology to eliminate non-value-added time, making this one of the most innovative periods in the history of metal fabrication.
It also was during this time that the now-famous and all-too-familiar non-value-added time cost analysis chart was introduced (see Figure 1). The good thing about this chart is that it clearly shows the cost of non-value-added time. The bad thing is that it calculates only for a year, and so it promotes short-term thinking that still exists today.
Efforts have been made to identify the sources of non-value-added time. Some of the obvious sources—both then and now—are inaccurate or heavily worn tooling; machine deflection that creates the need for die shimming; manual and inaccurate gauging systems; long, heavy tooling stored far from the press brakes, often requiring multiple machine operators and a forklift to change; and inaccurate ram positioning methods that require fabricators to use coining or bottom bending.
In evaluating press brake purchases, determining the cost of non-value-added time over the long term can help fabricators make better decisions. One simple way to do this is to project the annual cost of non-value- added time over a period of five to 10 years. The example in Figure 1 shows it is easy to calculate the cost savings simply by multiplying the figures by 5 or 10.
 |
| Figure 1 Even 30 minutes of setup time, four setups a day, at a labor rate of $45 per hour equals $23,400 worth of setup time per year. That annual cost projected over 10 years is $234,000. |
It may be difficult to identify all of the sources of non-value-added time; consequently, many go unaccounted for. And as the expression goes, "someone still has to pay for it." So what are some of these hidden detractors to efficiency, and what must be done to address them?
Backgauge Origin. The backgauge always must know where the tooling center is. Inaccurate tooling almost never shares a common tool center from punch to punch. Subsequently, each time the press brake operator changes inaccurate tooling, he or she must do a series of test bends on one or several pieces of sheet metal and adjust the gauge position accordingly to obtain the correct flange lengths. This is a time-consuming process. Also, it creates a lot of scrap. Yet the cost of this activity goes unaccounted for in a lot of sheet metal shops.
 |
| Many parts can be produced with either a set of tall, 86-degree gooseneck punches or a set of tall, 28- to 30-degree acute-angle punches. |
This problem can be eliminated with precision-ground tooling with a tolerance of ± 0.0008 inch (0.02 millimeter) or less on all of the critical dimensions. This tight tolerance ensures that each tool, regardless of the profile, shares a common tool center, eliminating the need to find the tool center for each tooling change.
Inflexible Tooling. One thing is certain: Making fewer tooling changes is always preferable to making fast tooling changes. If a fabricator is bending sheet metal in the 10-gauge (0.135-in./3.5-mm) range and is using short punches of 4 in. (101.6 mm) or shorter, or is not air bending, the odds are good that tooling needs to be changed too often. In most job shops, it is simply amazing how many parts can be produced with a set of tall, 86-degree gooseneck punches and a set of tall, 28- to 30-degree acute-angle punches. The taller they are, the more versatile they are.
In addition, using a press brake with a CNC Y axis makes it possible to use one set of acute-angle dies with both types of punches, as it gives press brake operators the ability to control the depth of the stroke. For example, 4-in. dies are more versatile than standard 2-in. dies because they can bend longer down flanges.
Programming. Some programming still is being done at the press brake by highly skilled press brake operators. Essentially, the press brake operator is paid to spend a portion of his or her time producing nothing. Advanced software can perform programming automatically. When possible, the programming should be done offline where the parts are designed, and the programs should be sent to the press brake electronically.
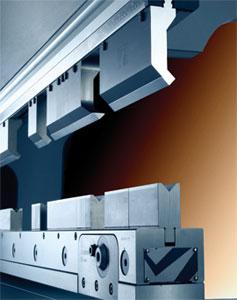
Nonprecision Clamping Surfaces. Because of the high cost of precision grinding, most press brakes are shipped with the upper beams (ram) and lower beams (bed) milled to finish instead of precision-ground. Consequently, the load-bearing surfaces of the upper and lower beams that engage the tooling may not be parallel, and the resulting error will be transferred to the parts being produced.
To make matters worse, the clamp plates on the upper beam also are milled to finish, practically guaranteeing that it will be impossible to obtain balanced clamping force across the face of two or more pieces of a sectionalized punch, causing the shorter ones to fall out or be easily moved out of position. While a common practice, installing precision-ground tooling in the upper and lower beams will do absolutely nothing to alleviate these problems. The best that can be hoped for is that it will more accurately transfer the errors to the finished parts.
 |
| A press brake operator can load a punch vertically into the upper clamping system by using the push-button safety clicks. The safety clicks eliminate the need to slide punches in and out the end of the press brake, which makes tooling setups faster and easier to reconfigure. |
The only way to correct this problem is to install precision tool clamping systems in the upper and lower beams. A variety of these systems are available from several manufacturers with a range of features, including hardened load-bearing surfaces, manual punch and die clamping, hydraulic punch and die clamping, and crowning systems for the lower beam designed to eliminate the problems with machine deflection.
Die Shimming. To compensate for the nonparallelism of the upper and lower beams, worn or inaccurate tooling, and machine deflection, press brake operators are almost always forced to shim dies when bending parts 8 ft. long or longer. Unless the material is very thin or the part has a very forgiving tolerance for bend angles and flange lengths, shimming is unavoidable. This can be time-consuming and can create a lot of scrap. And yet, as it is not viewed as part of the changeover process in many sheet metal shops, its cost in terms of scrap and lost time and productivity go unaccounted for.
Die shimming also results in damage to the dies and lower die holders. This is also unavoidable. Damage is caused by a never-ending cycle of steadily increasing the thickness and the number of die shims over the life of the press brake, and this creates the need to machine the lower die holder periodically—another cost that frequently goes unaccounted for.
Eliminating die shimming requires a crowning system. A crowning system, which is installed on the lower beam, counteracts the deflection that occurs naturally in the upper and lower beams when the machine bears a load. It does so by creating a "crown" that is parallel to the deflection curve that occurs in the upper beam during bending. Finished parts—especially parts that are 6 ft. long or longer—still have a slightly noticeable bow in them after bending, but the angles of the bends are consistent. In addition, crowning systems can be set to produce near-perfect parts in a matter of seconds, resulting in a tremendous time savings.
Today's crowning systems come in a range of configurations. They have features such as manual and hydraulic die clamping; motor drives that enable them to be set automatically by the machine's control; manual hand cranks with a digital readout; highly accurate internal wedges in the form of opposing waves; and localized adjustments that allow a press brake operator to fine-tune the system to the wear on the tooling and the nuances of the press brake.
Handling Long, Heavy Tooling. When a set of long, heavy tooling (10 ft. long or longer) has been delivered to a press brake, it often requires the press brake operator, the forklift driver, and occasionally another machine operator to load it. Rarely does the cost of the forklift operator's time or the second machine operator's time ever get figured into the cost of the job.
 |
| The lower die holder uses hydraulically driven pins to clamp, seat, and center the dies. These pins provide balanced clamping pressure along the full length of the die and make up for slight inconsistencies in the thickness of the tang. |
Today's precision-ground tooling systems are produced in shorter, lighter lengths. Therefore, they can be handled by a single press brake operator. In addition, advanced punches with push-button safety clicks can be loaded and unloaded vertically. This eliminates the need to slide punches in and out the end of the press brake. This reduces tool change time and makes it possible to reconfigure tooling setups very quickly.
Inefficient Tooling Storage. Because of space limitations, long, heavy lengths of tooling frequently are stored far away from the press brakes. This requires the press brake operator to step away from the machine to get the tooling required for the next job. At the least, the operator must stop producing parts while waiting for a forklift driver to deliver the next set of tooling to the press brake.
Because precision-ground tooling is produced in short lengths, it can be stored in cabinets close to the press brake and require only a single operator to load and unload it.
In addition, storage racks that prevent tooling from contacting other tooling and store tooling vertically protect tooling from damage and make it the most accessible for ready usage.
Long-term Tooling Costs. When investing in press brakes that cost $35,000, $50,000, $100,000, or more, shops may be tempted to save on initial costs by purchasing low-cost, nonprecision, nonhardened tooling. However, this is where the rule of "the weakest link in the chain" applies. Considering all of the problems that low-quality tooling can introduce to the process compared to high-quality tooling, such as precision-ground and hardened tooling, including how often it must be replaced, it is a simple fact that while a shop will save money up-front, it will cost more in the long term.
The initial investment in a set of precision-ground and hardened tooling is considerably more expensive than a set of nonprecision, nonhardened tooling. However, with today's advanced surface-hardening processes, precision-ground and hardened tooling can last seven to nine times longer than nonprecision, nonhardened tooling. A comparison of the cost of replacing standard tools several times with the cost of purchasing a single set of high-quality tools over a 10-year span is likely to show—long term—the high-quality tooling to be less costly.
Unless a press brake is dedicated to a single job or you only rarely change tooling, the cost of non-value-added time can be a substantial component of your total operational costs.
With few exceptions, the purchases of a press brake, control, offline programming software, tooling, clamping, and crowning systems are long-term decisions and are best made with long-range thinking.
Whatever purchasing decisions a shop makes today, the company will almost certainly be living with them 10 years from now and possibly longer. Fortunately, a number of good press brake tooling and control manufacturers have the resources available to assist you in making these decisions. It is advisable to select one that shares your long-term vision.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





