















Product Manager

Ben knew what his setup person was about to say. It had become routine for the press brake department supervisor. Another day, another part that can’t be formed to the tolerance specified on the print. This time the quandary involved certain flanges that, if bent to spec, would force other overall dimensions out of tolerance, so quality control would not approve the paart for processing. Of course, as Ben and his setup person pored over prints, the operator’s machine sat idle.
It soon became clear that the part’s incorrect blank size would make it impossible to form the part and keep all dimensions within tolerance. Why was this blank the wrong size? Ben rolled his eyes. The quixotic hunt begins again, he thought.
He traced the problem back through the design process, where the drawing was created. In this job shop, like in most others, a CAD technician works with a formed part drawing, then unfolds it for the blanking process in the turret punch press or laser. During unfolding, the bend deduction has to be taken into consideration to create a part blank that will form back up within tolerance. The bend deduction is a function of material stretch during bending and depends on many factors, such as the type of bending being done, V opening used in the die, and material type. Unfortunately, the typical design engineer does not have a lot of knowledge about the bending process and often uses a standard bend deduction that does not reflect what is truly happening in the bending department.
This was the source of Ben’s frustration. He knew that here, like in many other shops, bending personnel often just fudged it. They would set the tooling, conduct tryout bends, and then adjust what they felt were critical dimensions, allowing other dimensions to fall out of spec to achieve what everyone hopes is a formed part that works. If this didn’t work, they headed to Ben’s office.
And during all these discussions, tool setups, tryouts, adjustments, and more tryouts, the press brake either sat idle or churned out bad parts headed for the scrap pile. All this didn’t make for a very predictable forming operation.
Ben left the morning production meeting dreading the day. His department of eight press brakes had a heavy load to complete. Everyone on the bending team had to set up and run their machine, but each employee had a different level of setup experience. Besides himself, Ben had two fairly capable operators who usually performed the jobs that were difficult to set up and run.
As he walked through his department, he noticed only four machines were running parts. The machine Mike operated sat idle. Mike, one of his most capable operators, was two machines over, helping a less experienced operator set up a fairly simple job. The department kept a log of setup information, but only for the more difficult setups. Usually the machine programs for these simple jobs weren’t saved on the controller.
Mike had been helping this operator set up his machine for 15 minutes, which meant that on two press brakes, the unproductive time kept accumulating. So Ben moved in to help the new operator, and Mike returned to his machine.
It was just 15 minutes, but this scenario played out time and time again, affecting production efficiency greatly. Perhaps most important, it made bending production unpredictable. How long it took his operators to process work on any given day depended on the jobs at hand and the available operators.
Ben continually thought about what he could do to change the situation. He could hire more skilled operators, but they were tough to find; and, regardless, they would need to be trained to process the company’s parts. A challenging part may need to be adjusted in a certain way because, again, the information operators received often didn’t take the bending process fully into account.

Figure 3: The new press brakes had controls that could download postprocessed bend programs directly from the network.
The problem had pervaded Ben’s department for years, ever since he began as a second-shift operator. He remembered arriving to work and meeting new operators, finding a new machine being installed, or learning that managers were adding a third shift to handle all the work. That third shift would come and go depending on the shop workload, which meant that operators would come and go too.
Management saw bending as a major bottleneck—so what did they do? They threw more machines, people, and shifts at the problem. This seemed like common sense, after all. If throughput is low, work harder and longer. If you’re losing the battle, call in more troops and more artillery.
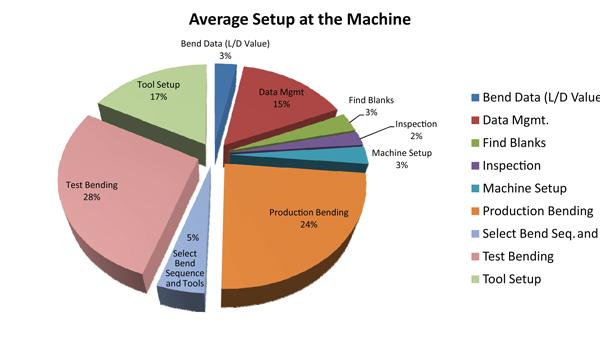
But calling in more troops never really seemed to work. The same problems—including those lengthy setups and unworkable part prints—continued, no matter how many machines, operators, or shifts the shop had. So this time, before moving forward, Ben analyzed the situation carefully. To start, he broke the bending process down into nine steps, from setup through production:
He measured operators’ work processes and developed the pie chart shown in Figure 1. Right away Ben noticed a poor ratio of productive work to nonproductive activities. He found that during a typical day, operators spent only about 24 percent of their time actually making good parts—that is, green-light-on time.
Over recent years the job shop’s customers had requested smaller and smaller orders. Five years ago, one customer may have ordered 160 parts, delivered once every three months. Today that same customer still may want 160 parts, but it wants them delivered at irregular, unpredictable intervals, 20 at a time, perhaps even with small design changes in between orders. Today, with future demand so unpredictable, Ben’s shop can’t afford to hold excess inventory and process certain parts based on a sales forecast.
Knowing this, he figured that as the bending department continued to process higher-mix, lower-volume parts, the green-light-on time would plummet even further. New jobs usually required more lengthy setups, because the setup person needs to start from scratch when determining the bend sequence and tool assignments. And in Ben’s department, many simple job setups just weren’t recorded, so these start-from-scratch setup procedures happened time and time again.
The simple setups didn’t seem to take that long individually, which is why operators never bothered saving the setup procedures. But they added up over time. Even if the operator recorded the elements of the setup, he usually just kept the information at his own workstation. If others got the same job a few weeks later, that first-run setup documentation would sit buried at the other workstation, useless and wasted. Ben also noticed that operators had their own way of setting up and running the machines. These differences in setup practices made for inconsistencies in part specifications and quantity.
What a difference a year makes. Ben sat in his office, monitoring the job schedule, managing operator workloads. He had no production fires to put out, and no one opened his door in frustration, slapping yet another unworkable part print on his desk.
Although the shop has replaced two machines, Ben’s department still had only eight press brakes. They still operated over two shifts, and the department head count remained consistent. Yet actual green-light-on time increased substantially. For the six legacy press brakes, it was 55 percent—more than double from a year ago. For the two new press brakes—which have new controls capable of importing 3-D simulations of the bend program—it was more than 70 percent (see Figure 2).
The company used the same CAD/CAM package it did a year ago, and it worked with the same 3-D models as well as the 2-D files that still existed in the system. But now Ben did not spend his days poring over prints and frantically helping less experienced operators set up machines. With new bending software, he now analyzed bend simulations on his computer screen.
He didn’t look at every job, either. The company’s bending software has a CAM portion that worked in an automatic batch processing mode. It imported a large number of CAD drawing files and automatically developed bending strategies for most of them. Jobs with more complex bend requirements were routed to Ben’s desktop, where he could manipulate the 3-D bend simulation and program the part manually offline.
The software took bend deduction information into account—not with simple standard deductions, but specific calculations that applied to the shop’s situation. The simulation considered iterations in bend sequence, any interference problems that might occur, as well as available tooling. If bending required any drawing changes—different blank dimensions, for instance—changes were made from the get-go so that a properly sized, unfolded flat would appear on the nest for the turret punch or laser cutting machine.
The department now received bending job information over the company network. Setup and bending instructions for the six legacy brakes arrived at a PC station near the machines. The two new press brakes had controls that downloaded postprocessed bend programs directly from the network.
Integrating the software and implementing this new engineering work flow required constant communication with the shop’s engineering manager. Working with 3-D models was his turf, after all, and it might seem like offline brake programming would increase the work load of front-office personnel.
But as it turned out, the engineering manager bought into the concept—because it decreased engineering’s work load and promised smoother information flow between departments. Ben, the company’s most experienced bending guru, could work closely with engineers to solve production problems before they reached the floor.
Standing at a new machine controller, the operator touched the screen to open the program, showing a tool setup sheet with all information regarding tool type and part layout. The control then graphically guided the operator through the setup process. Programs were downloaded directly to these new machines, effectively eliminating all time previously spent entering data (see Figure 3).
The control showed an image of a tool being inserted into the clamp, and on the actual machine, an LED light above the clamp showed the operator exactly where to place every punch. During operation, the control gave the operator a bend-by-bend graphical representation of part placement within the machine environment. This sped the bend process and reduced the risk of incorrectly formed parts from incorrect part placement or bend sequence errors.
The programs generated by this process—both for the old and new brakes— remained the company’s intellectual property, ensuring that future runs could be processed effectively and efficiently, even if skilled operators were hard to find.
So much waste in high-mix, low-volume manufacturing involves working from the wrong information. Ben thought back to the hours of overtime and extra shifts he worked to clear the shop’s seemingly chronic bending bottleneck. Over the years his managers rewarded him for his overtime work, his dedication, and his job knowledge. In fact, his knowledge helped him climb the ladder so quickly. He could look at a part, unfold it in his head, and solve problems quickly. He had helped the bend department improve with basic 5S—organizing and labeling tools, installing tool shadow boards on press brakes—all in an effort to speed changeover times.
But that was then—a different time, when lead-times were longer, batches larger. No matter how quickly workers could change over and set up jobs, all that work was for nothing if the information the operator received was wrong. Now, with so much low-volume work, the shop had to manage more bending information than ever before. To compete, the bending team had to work from complete, reliable, and up-to-date job data. The quality, completeness, and timeliness of that information really drove the shop’s success.
A year after implementing the changes, the bending bottleneck is gone, company sales are up, and managers are planning to replace more press brakes.
Matt—the new operator who had looked to Mike for help more than a year ago—knocks on Ben’s door. The 20-something technician has progressed nicely. He now works in a shop environment that would have been utterly foreign to Ben when he started his fabrication career umpteen years ago.
The current environment is also different from when Mike, now the press brake lead, started only seven years ago. Mike is a quick study, but he still needed significant time shadowing more experienced operators.
Matt, on the other hand, has spent the past year working on one of the new press brakes. He still shadowed operators in the beginning, but not as extensively. Instead, the new brake allows him to ramp up quickly and start producing quality parts. For a year he has been studying the 3-D bend simulations at his machine controller. He is beginning to perceive how parts unfold and what efficient, logical bend sequences look like.
At his office door, Matt asks Ben if he could learn a bit more about programming. What kind of changes did Ben make to his bend programs? Why did he choose this sequence over another? Why did he choose this tooling arrangement? How did he simplify forming for this part? How did he reduce the number of bending steps for this job? How did he allow for tolerance stackup for this series of flanges?
So the career growth continues. Bending fundamentals remain the same; only how an operator learns has changed. And, thankfully, Matt hasn’t walked into Ben’s office to show yet another unworkable part print.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}
{kind=link}