















Editor
 |
| Many systems enable users to download a DXF drawing directly into the roll forming line's computer. |
Not everyone can be the New York Yankees, or even the roll forming version—especially in today's economic climate.
It would be nice, though. The Bronx Bombers have used a fat wallet and keen scouting to claim a fistful of championships over the past 10 years. Few in the roll forming market can claim that kind of fiscal luxury these days—the value of U.S. metalworking machinery shipments plummeted 11 percent from April 2002 to April of this year, according to the U.S. Census Bureau.
However, industry players are doing what they can without the Yankeeesque budgets. Roll forming machinery manufacturers are introducing innovations such as inline E-forming, state-of-the-art controls, and monitoring systems that allow managers to check up on roll forming lines from their offices.
Some, like Dan Mennecke, executive vice president of Comet Roll & Machine, an Addison, Ill.-based tooling supplier, have survived by fostering diversified customer bases rather than depending on big-ticket markets such as automotive or office furniture, both of which he says are flat right now.
"What we like to do is survive on base hits," Mennecke said. "The occasional home run is real nice, but base hits win the game. We like to concentrate on getting lots and lots of small orders."
Imagine a baseball team with enough wisdom to build a stadium based on the input of its paying customers. What likely would emerge is a nearly perfect arena.
Many OEMs are using that same rationale, often at the customer's request. They have been able to crank out products and services based on individual needs rather than deal in standard commodities. For companies such as The Bradbury Co., that means sidling right up next to customers at the product design stage.
"What we're hearing is the need for Bradbury to assist them in developing new products they're wanting to introduce to the marketplace," Sales Manager Ryan Durst said. "That enables us to get in on the ground floor of what they're trying to achieve. That gets back to our development of new equipment, which we then introduce to the marketplace as well."
Some of that equipment includes half a dozen machines for Bradbury's metal building customers that use an integrated E-forming process to form the E in the main body tooling instead of reshaping a C form, Durst said.
Bruno Zagorski, sales manager of the roll forming division of T&H Lemont, Countryside, Ill., said his customers in the consumer products market are facing the high heat of overseas competition and are responding with radical measures. And they're asking him to help.
"They're being priced out of the market by offshore suppliers," Zagorski said. "If they want to stay in business, they have to be very, very frugal in their products. They have to redesign everything. They have to take unorthodox and heretofore untried and difficult redesigns in order to meet the competition, and then we're asked to produce equipment that can make it under competitive rates and speeds."
To meet that challenge, T&H has worked to do several things—tailor its machines to specific customer needs, keep its successful control systems at the forefront, and improve systems that it can offer at attractive prices.
McKamish, a Pittsburgh-based roll forming and fabrication contractor, also can vouch for the challenge of foreign competition. Doing well until the fall of last year, the company has been low-balled more than a few times recently by competition south—and north—of the border.
"The problem is that low prices have been winning out," said McKamish Senior Vice President Jamie Clemente about his company's fight to keep air pollution control systems business by touting its quality workmanship. "Our competition has sort of moved out of the country into Mexico and Canada, where labor is cheap."
Prices seem to dominate a lot of conversations these days, according to Darren Muchnicki, market manager, forming and fabricating, for Formtek, Itasca, Ill.
"For so many years people were always talking about increasing product and getting more efficient," Muchnicki said. "That is being taken for granted now, and everything now is geared more toward the economic side of it."
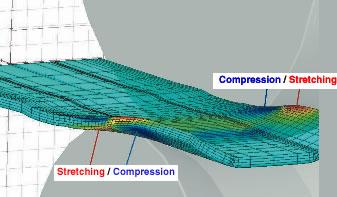 |
| Some companies are making greater use of 3-D software. |
Every fan loves an automatic player—the athlete who just seems to come through every time. Not only are roll formers hoping for that from machinery builders these days, they're demanding it.
"Most of them are wanting more automation in the line," said Jeff Carson, vice president of sales for Samco Machinery Ltd., Toronto. In response, Samco offers its Punch Anywhere™ press system, which enables users to download a DXF drawing into the roll forming line's computer directly without a go-between programmer.
"Instead of him having to say the part is going to be 180 inches long with a hole here and a hole there, it just throws that file at the computer, and it'll program all the hole patterns automatically," Carson said. "Our customers are asking their customers to quote from a DXF drawing. It's gone right from their customer to our machine with no rehandling."
For its part, Bradbury has improved its control systems with graphic push-button displays for automated setup and given customers an electronic-file-to-finished-part option.
"The other key thing we're hearing from a complete spectrum of customers is the ability to download from their mainframe order entry system," said Bradbury's Durst. "We've taken a seamless operation from their mainframe system to their line for complete parts coming off the exit end."
Good baseball managers know how to make changes on-the-fly. In roll forming, the ability to change tooling quickly and intelligently during production is equally as critical for fabricators hoping to get the most out of their machines.
"The trend is, [customers] want people who know how to build it and change it and build it with the intention of changing it quickly," said Marton Miklos, a tooling engineer with Gentek Building Products, Woodridge, N.J., a fabricator of decorative roll-formed building components.
Other companies are moving into new markets to profit from the trends they're seeing, including the huge influx of used equipment into the market.
"We are offering used equipment now; we never have before," said Chuck Summerhill, engineering manager at Roll-Kraft, Mentor, Ohio. "Whenever we see used equipment on the market we like that has something we think is sellable, we'll buy it, refurbish it, and sell it."
Baseball aficionados can talk all day long about the legendary five-tool player, the complete package who can hit for power, hit for average, run, throw, and field with equal authority. Future Hall of Famer Barry Bonds of the San Francisco Giants is the foremost current form of past greats such as Willie Mays, Roberto Clemente, and Mickey Mantle. Every team needs one; almost nobody has one.
Today, roll forming machinery manufacturers are hearing more and more customers ask for complete packages of their own.
"From a roll forming systems standpoint, there is a drive to integrate different processes with roll forming, such as prepunching and cutoff dies," said Bill Schubert, sales engineering manager with Century Rollforming, Norton Shores, Mich. "The ability to justify that approach continues to increase."
In addition, he said, the industry also continues to debate the feasibility of integrating secondary processes such as welding and bending into roll forming lines.
Roll Form Solutions President Steve Ebel can see even laser welding getting more play in roll forming lineups.
"If they can control the costs of lasers, you'll see a lot more laser welding of products inline down the road," said Ebel, whose Grand Haven, Mich., company consults a host of fabricators in the industry. "People are starting to not be so afraid of them. I know a lot of people doing laser welding, and they have been doing it for quite a few years. They see a trend of more and more people doing it."
Your team members make all the difference, no matter what game you're playing. Problem is, many roll formers are hurting for skilled people worse than a pitching scout in Borneo.
"The people who design and build tooling and equipment have the technology to do it, but when it gets out in the shop environment, most of the companies don't have skilled people to keep the system maintained, running, and properly adjusted," Ebel said.
Gentek's Miklos went so far as to say the biggest challenge the industry faces is finding knowledgeable personnel.
"You can have the best president in the world, but it means nothing if the setup guy doesn't know how to work his machine," Miklos said. "They need to find quality tooling engineers who know what they're doing."
And all players need to be on the same page.
"The ... problem is to make sure the infrastructure of the company is all focused on the same goal—not sales doing one thing and marketing doing another and the fabrication guys throwing up their hands, not knowing what to do at all," Miklos said. "Questions equal delays. The organization has to pull in the same direction."
Not least is the age-old need for speed, especially in a volume-dependent industry.
"The focus is on quick change for dies and roll tooling," said Andreas Rueter, lead manufacturing engineer at Knoll Inc., Grand Rapids, Mich. "You need to keep in mind that you can produce parts immediately, as long as the line is set up with only one product. As soon as you have changeover and setup to deal with, your picture changes drastically. Thus, you will see more total-service companies with quick-change programs controlling the environment."
Gentek, for one, has put up the cash to boost its speed significantly. Miklos said the 120-employee company has upgraded its facility with automated packaging, new splicing cables and units to feed coils faster into the line, and redesigned tooling for better-quality products— all of which have increased productivity 20 percent.
Roll formers are hustling in-house, and they're expecting the same from their vendors as they deal with rapid changes in their business, said Formtek's Muchnicki.
"Customers want shorter lead-times on any equipment," Muchnicki said. "The nature of business is changing so quickly that if they order something and it takes 26 weeks to get it, their business can change in that time. They're asking for quicker deliveries.
"For us, it's trying to anticipate the market and produce inventories, completing equipment as far as possible so any customization that needs to be done can still be done."
Summerhill said Roll-Kraft is making much greater use of 3-D engineering software to minimize mistakes on large assemblies and improve lead-times.
"Manufacturing processes have been refined even more than we ever imagined," Summerhill said.
The Bradbury Co. Inc., www.bradburygroup.net
Century Rollforming Inc., www.centinc.com
Comet Roll & Machine Co., www.cometroll.com
Formtek Inc, www.formtekinc.com
Gentek Building Products Ltd., www.gentek.ca
Knoll Inc., www.knoll.com
McKamish Chesapeake, www.mckamish.com
Roll Form Solutions, www.rollformsolutions.com
Roll-Kraft, roll-kraft.com
Samco Machinery Ltd., www.samco-machinery.com
T&H Lemont, www.thlemont.com


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





