















Senior Editor

Figure 1: Matot dominates a narrow niche: dumbwaiter manufacturing. Last year the company converted from a traditional operation, without detailed work instructions or product models, to one in which the model, and all of the information embedded within that model, drives the business. Here, the press brake operator works with a kitted subassembly, which flows together downstream.
Finding the right niche can make or break a manufacturing business, and you can’t find a much narrower niche than commercial dumbwaiters. One small business, 25-employee Matot Inc., has cornered the domestic market. The company does offer a few products for the in-home elevator arena, but by and large it focuses on, and dominates, the commercial dumbwaiter business, selling to elevator-makers like Otis and ThyssenKrupp.
Five years ago Matot acquired a competitor, Atlas Elevator, an even smaller family-owned company. The timing was right. The transaction closed about a year before the financial crisis, when the bottom fell out of commercial real estate. The business relies heavily on new construction, mainly because few retrofit or upgrade a dumbwaiter. Many of the company’s projects have been operational for decades.
“We don’t have planned obsolescence in our business, unfortunately,” quipped Cece Matot, co-president with her sister Anne, both fourth-generation owners of the family business.
So even being the only major player in the market, Matot may not have made it through if it weren’t for demand from government projects, including updates and upgrades to VA facilities.
The crisis got the two thinking: What if those government contracts weren’t there? Would the company have survived? Both grew up in the business, helping their father and seeing how the shop floor ran back when they were in grade school in the 1980s, and the floor had changed little since then—until, that is, last year (see Figure 1).
Duffy Matot launched his dumbwaiter company as a carpentry shop in 1888, a fast-changing, industrious time. Industry was growing, workers were flooding into the city. This was Carl Sandburg’s Chicago, the toolmaker, the stacker of wheat, the city of the big shoulders (see Figure 2).
And countless sat, shoulder to shoulder, on barstools during their lunch breaks. “So my great-grandfather specialized in dumbwaiters, the wooden hand crank variety,” said Cece. “These would bring the food from the lower level to the bar counter.”
He also made iceboxes (wooden boxes with space for a block of ice on top) for the city’s numerous taverns. The company continued to make commercial refrigeration systems for decades thereafter, until finally dropping the lines in the 1960s. Meanwhile, the dumbwaiter line evolved, from hand-powered wooden systems into the electrically powered metal products of today.
Until recently the shop hadn’t delved deeply into 3-D CAD. In fact, drawings weren’t detailed, and neither were work instructions. The shop floor’s dozen workers received an order and, thanks to decades of experience at the company, knew how to interpret it. The company stocked serious amounts of angle iron, sheets, and anything else needed to make a dumbwaiter, a completely made-to-order product (see Figure 3).
The car, the gate, the shaft dimension, wall thickness in the buildings: dozens of variables factor into the design equation. Workers retrieved certain parts from inventory and manually sheared, notched, sheared, measured, sheared, and measured again to shape it into the custom part needed for a specific dumbwaiter.

Figure 2: Duffy Matot launched his business in the late 1800s, making wooden dumbwaiters and refrigeration systems for taverns.
“I used to call us the bracket company,” Cece said, recalling the mountains of brackets fabricated from angle iron that sat on rack upon rack.
“A lot of the detail work was left to the people on the floor,” said Jon Lane, a manufacturing consultant and the company’s acting vice president of operations. “They would shear basic sheet profiles and maintain tremendous volume of profiles and shapes.”
By last year the overall business had grown stronger, and both knew it was time to modernize. It wasn’t a straightforward decision. After all, the company dominated a niche market and had decades-long relationships with many customers. The current system didn’t seem broken, so why fix it?
But Anne and Cece Matot didn’t see it this way. Sure, the business could continue on as it had for years. They also knew they had people with shop floor experience. Some of the newest employees have worked there 10 years, many have been there more than 20 years; one recently celebrated his 40th anniversary.
But as the owners saw it, moving operations into the 21st century could make each employee much more effective and increase manufacturing capacity. Long-term, this could help them introduce new products to existing customers and prospects in related industries. If someone had trouble moving something between floors of a building, Matot could help. This would diversify the business, to prepare it for whatever economic conditions lie ahead.
Working with Lane, the owners began to modernize. For sure, faster cutting and bending systems were an important piece of Matot’s transformation over the past year, but they weren’t the only piece. And according to Lane, nor were they the most important.
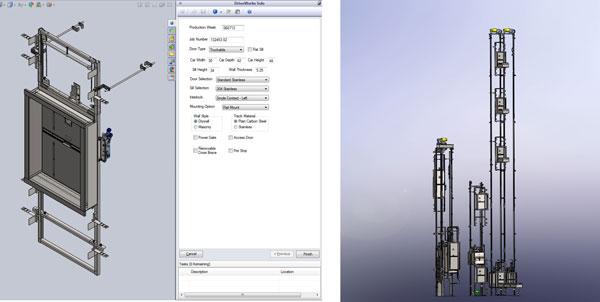
Matot updated its engineering systems to SolidWorks® along with DriveWorks®, a configurator that streamlines the building of custom designs. As Lane explained, “It takes basic master models and helps us tailor them to become a unique model for a particular customer.”
Those models then export to the company’s ProNest® software, which works with its AKS high-density plasma arc cutting system with a Hypertherm power source. That information also flows to bending software that simulates and verifies programs, taking into account available tooling on the new Amada press brake.
The company uses the solid model to its fullest extent, including the property tab builder. “For us, this is one of the most valuable tools,” Lane said. “[This makes the model] the communication conduit for all the [processes], including nesting, forming, and even ERP. You should not even be able to begin to build a model until all the properties have been filled out. It provides discipline, regimentation, and accuracy in populating fields in the model database that are important and useful to other disciplines in the organization.”
Now the front office releases all jobs required for a given week, and only that week. Most parts are nested on the plasma system, which cuts all the sheet metal and plate found in a dumbwaiter, including stainless and mild steel from 18-gauge up to 0.75 in. From there parts flow in kits to bending, deburring, welding, and final assembly. The company has a scant supply of work-in-process, and the shop produces only what’s needed. This in turn has reduced need for raw stock inventory.
“We kit the job in the fabrication area to ensure everything is there,” Lane said, “with no overages and shortages.”
This transformation has become a common narrative for many progressive manufacturers, and the story has a common mantra: Inventory reduction frees cash, and less wasted movement shortens overall manufacturing time. Translation: The same resources now can produce more revenue.
As Cece recalled, “Previously we would cut angle iron, bring it back to another station to bolt or weld it, then back to the punch for another operation; it was back and forth, back and forth all the time. The walking time alone was significant. I shudder to think of the time we took just from a person walking to and from a saw, a punch, or other equipment.”
Columnist Dick Kallage, principal at KDC & Associates in Barrington, Ill., has discussed at length about what he calls the “information waste” of high-product-mix operations. A shop with a high product mix has always required a massive amount of data to operate, and the more information there is, the more likely miscommunication can occur.
That communication is even more important when manufacturing is performed by outside firms. Outsourcing certain processes isn’t easy or efficient if the information to make that part isn’t documented, be it in a model or otherwise. Now, with detailed models available, the Matots hope to outsource certain processes strategically, increasing the outsourcing during peak times and then bringing more processes in-house during slow times. “All this gives me flexibility in our make-versus-buy decisions,” Cece said.
Matot’s transformation has mirrored that of many shops in this business in recent decades. Now, more manufacturing information than ever resides inside the solid-model database.
“It has become the central repository of all the information that drives our business,” Lane said. “I call it ‘model-to-dock manufacturing.’ You get your routing off of there, you get your bill of materials off of there, and you can get your process off of there. It has become the foundation.
“There was some resistance at first,” Lane added. After all, it had been done one way for decades—why change? “But now people are thinking in terms of the model and the geometry of the part,” Lane said, adding that when employees uncover a problem or inefficiency in manufacturing, they talk to people in the front office and suggest changes to the model. “If the model is good, the part is good. It has been a huge shift in our company culture.”
For years fabricators tweaked the process to fit what they were given. Today, at Matot and elsewhere, the mindset has changed. “We design around our process,” Lane said. “Our process isn’t structured around our design.”



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}