















Protecting magnesium alloys from corrosion
The cold spray alternative

Magnesium is the lightest of all structural metals, weighing 35 percent less than aluminum and 78 percent less than steel.
Lightweight characteristics and wide availability make magnesium alloys suitable for mass production of components in cars and light trucks. However, the percentage of magnesium alloys used in automobiles has been traditionally low, with an average of about 10 pounds in a typical domestic model. The reasons for the limited use of magnesium alloys are associated with the intrinsic properties of this family of alloys: low creep and corrosion resistance.
Increasingly demanding applications in aerospace and the military—such as housings for helicopter transmissions, compressors, and engines, as well as forgings for critical gearbox components—traditionally have driven the development of magnesium and related technologies, resulting in better availability of creep-resistant and corrosion-resistant magnesium alloys, as well as better corrosion-protective coatings.
In addition, recent demand for lighter, more fuel-efficient vehicles has increased automakers' interest in extending the use of magnesium to more critical components, such as engine blocks, engine cradles, and transmission housings (see Figure 1).
And while the corrosion rates of modern, high-grade magnesium alloys are acceptable for interior applications, the automotive exterior environments are extremely harsh for bare and even coated magnesium parts.
First, road salts and slurries can easily damage conventional electrocoat paints, creating sites for rapid electrochemical dissolution of magnesium. Second, being the most reactive (or anodic) metal in the electrochemical series, magnesium is prone to severe galvanic attack when in contact with other metals. In automotive structural components such as engine cradles, road salts and debris can accumulate around the bolts and washers that mechanically affix magnesium parts to the car frame. Such sites may become prone to galvanic corrosion (see Figure 2).
Therefore, finding cost-effective solutions for protecting magnesium alloys from corrosion has become paramount.
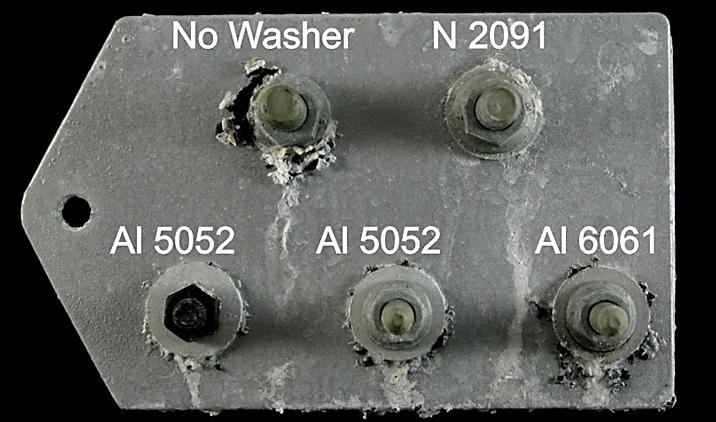
One of the best ways to combat galvanic corrosion of magnesium is to use isolation materials to prevent direct contact between bare magnesium and the dissimilar metal. If a high torque load is required, such isolation materials must be made of special metals or other inorganic substances that minimize excessive deformation upon loading. In particular, the use of aluminum washers can significantly reduce magnesium corrosion; however, the effectiveness of such corrosion protection is directly related to the chemical composition of the aluminum washer being used (see Figure 3).
Cold Spray Technology
Cold spray is an emerging, solid-state spraying process in which the coating materials are not melted in the spray gun; instead, the kinetic energy of supersonically accelerated solid particles is converted into interfacial heat upon impact with the substrate, producing a combination of mechanical and metallurgical bonding.
Cold spray can produce thick coatings with porosity of less than 0.5 percent while preventing oxidation, phase transformations, and tensile residual stresses for a selection of metals, cermets, and other material combinations. Cold spray technology is based on the fact that every metal displays a temperature-dependent critical particle velocity above which bonding to the substrate may occur.
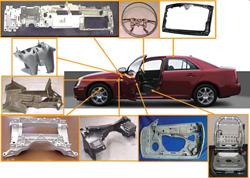
Figure 1 Magnesium alloys are used to fabricate a variety of automotive components. Photo courtesy of Alan A. Luo, General Motors, *Magnesium Front End Development--USAMP Activities,* presented at the SAE World Congress, Detroit, April 18, 2007.
In high-pressure cold spraying, pressurized helium or nitrogen (350 to 450 pounds per square inch) is used as a carrier gas to accelerate the spray material to supersonic speed. The gas is heated and then forced through a converging-diverging nozzle (de Laval), where it accelerates up to 1,200 meters per second. Spray powder is axially injected upstream of the nozzle.
Low-pressure cold spraying uses pressurized nitrogen or air (70 to 145 PSI), and the spray powder is injected downstream of the diverging section of the nozzle. Low-pressure systems are portable and more economical to operate, while particle velocities can be as high as 800 m per second. These portable systems can spray aluminum, copper, zinc, and other metal combinations. The portability makes low-pressure cold spraying suitable for field maintenance and repairs.
Corrosion Protection by Cold Spray
Metallic coating for corrosion protection is one of many potential applications for cold spray, given the economical, technical, and environmental challenges posed by current corrosion protection methods.
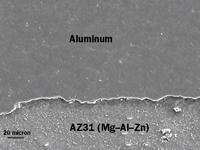
Aluminum provides superior general corrosion resistance, and cold spray is an effective way to deposit thick metallic aluminum coatings on magnesium-alloy surfaces with minimal surface preparation and without mechanically or thermally compromising the substrate properties (see Figure 4). The presence of aluminum on the surface has been shown to reduce the general and galvanic corrosion tendency of magnesium components (see Figure 5a). In many cases, only areas surrounding steel fasteners require protection against galvanic corrosion, and cold spray can locally protect exposed magnesium surfaces (see Figure 5b).
Corrosion protection by cold spray is promising to address many of the shortcomings associated with classical methods for corrosion protection of magnesium alloys. However, more research is required to understand and optimize the cold spray process. Many material combinations and cold spray procedures have yet to be developed in the endless pursuit of innovative and better ways to use the materials of the future.
Julio Villafuerte is the corporate product development manager for CenterLine (Windsor) Ltd., 415 Morton Drive, Windsor, ON N9J 3T8, Canada, www.cntrline.com. Wenyue Zheng is a senior scientist and group leader for materials performance at CANMET Materials Technology Laboratory, 568 Booth St., Ottawa,ON K1A 0G1, Canada, wenyue@nrcan.gc.ca, www.nrcan.gc.ca.
The authors acknowledge the valuable contributions of Supersonic Spray Technologies, a division of CenterLine (Windsor) Ltd.; the National Research Council of Canada; and Natural Resources Canada-CANMET.

About the Publication

subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

{kind=link}
{kind=link}
{kind=link}
{kind=link}
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Capturing, recording equipment inspection data for FMEA

2
Tips for creating sheet metal tubes with perforations

3
Are two heads better than one in fiber laser cutting?

4
Supporting the metal fabricating industry through FMA

5
Omco Solar opens second Alabama manufacturing facility
