















Contributing Writer
Cradles, pallet decoilers, single- and double-end reels with or without load cars—in the overall scheme of a press line, they aren't particularly sophisticated, and they certainly are not the investment burden that will make or break bottom lines.
But because they are at the front of the feed line and can affect the quality and productivity of subsequent feeding and stamping operations, coil handling and decoiling devices should be selected with as much investigative planning as any other element of the line.
Depending on the installation and application, the right decoiling system can:
Generally, most coil handling and feed systems have handling capacities in similar ranges, with coil weight capacity from a few hundred to more than 60,001 pounds and width capacity from 1 to 84 inches for most styles of decoilers. Some manufacturers specialize in equipment for very narrow and thin materials or extremely heavy weights.
Using the wrong decoiling system can be costly. For example, a company recently modernized a stamping facility and added a second plant. After purchasing new equipment and reorganizing existing press lines, the company had one line without a coil handling device and one existing coil cradle in reserve. It seemed to be the perfect match.
Unfortunately, the press line was going to be used for stamping parts from coiled stock that was only 0.020 in. thick and 30 in. wide. Normally, this job could run using coils that weigh up to 30,000 lbs.
However, a problem arose because of the ratio of coil weight to material thickness and width. The weight of the coil resting on the rollers of the cradle was crushing the surface, permanently deforming it and creating waves, and possibly altering the material's mechanical properties.
To eliminate this problem, the company began ordering the coils in smaller sizes, finally settling on 7,000 lbs. as a maximum weight that would not damage the material. At this point the company had a line that was up and running without the added expense of a new decoiling device.
After one year of running the line this way, the company reviewed the operation. Over that year it incurred $50,000 more than usual in labor costs for the extra time needed to handle, load, and thread the coils through feeds and straighteners because of the more frequent coil depletion and changeout.
Those additional labor costs were on top of the nearly $1,000 increase in material costs from the supplier for extra handling (four small ones versus one large coil).
The bottom-line expense was more than twice the cost of a new power reel with a capacity to handle 30,000 lbs. without damaging the thin stock. While this example is dramatic, it shows the significance of decoiling equipment in press feed operations. To make sure this doesn't happen to you, consider the pros and cons of decoiling equipment.
The coil cradle is the oldest of the coil handling technologies. Material is fed off the front of the coil away from the press and then loops over the top of the cradle. Typically, its mechanics consist of two rollers, a motor, and a chain drive. Cradles usually are rugged and can handle abuse, such as dropping coils a few inches, without suffering damage. They are suitable for heavy-gauge materials and contract stamping operations involving quick, job-to-job coil changeover.
With a cradle, cosmetic damage may occur on material surfaces such as polished steel, soft aluminum alloys, and plated or painted. Dirt or debris on the cradle rollers may become imbedded in the surface or mar finishes.
Because the coil rests on just two roller surfaces, the load-bearing capacity of the material surface diminishes as the thickness decreases.
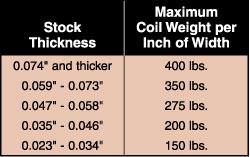 |
| Figure 1: Successful coil handling depends on the coil quality and type of part being manufactured. Applications thinner than 0.023 inch require special evaluation. |
For example, if a material to be run has a stock thickness of 0.062 in., the maximum coil weight should not exceed 350 lbs. per inch of coil width (see Figure 1). If the material thickness is dropped to 0.045 in., then the maximum weight of the coil decreases to 200 lbs. per inch of width.
As a rule, 0.060 in. should be considered the minimum stock thickness to be run with coil cradles; thinner-material applications should be studied thoroughly before a cradle is specified.
On pallet decoilers, individual coils are laid on their sides. These devices can be loaded quickly and easily, and several coils can be stacked on top of one another, allowing for fast changeover and minimum downtime. They also prevent cosmetic damage to surfaces and are suitable for thin and narrow materials.
Pallet decoilers are limited in the width and thickness of material they can run. Because the coil lies on its side, the surface orientation is vertical and usually has to be converted to a horizontal plane for feed and press equipment. This reorientation takes up floor space, and if the material is too thick or wide, it will deform when it twists.
Pallet decoilers also can complicate control of the loop (the amount of slack between the coil and feed or straightener unit), which can lengthen changeover times and create inaccurate feeds, increasing the risk of equipment and die damage and part quality problems.
The mandrel reel is the most commonly used coil device. With many options and styles available, it can handle a variety of jobs and materials. Reels can be nonpowered or powered and provide good control to safeguard feed and straightener systems.
Because mandrel reels hold coils by their inside diameter (ID), cosmetic damage is not a factor. Expandable, self-centering mandrels allow for variations in coil IDs and also help simplify loading.
Standard reel sizes have capacities of up to 60,000 lbs. and, depending on the manufacturer, can handle stock 84 in. wide and up to 72 in. in diameter. Stock thickness usually is not an issue. Reels also are available to handle transversely wound coils.
Loading can be more time-consuming with reels than with other coil handlers, because care must be taken not to damage the equipment. Optional features can make the loading task less daunting, however.
Double-end reel configurations, which have two mandrels, allow loading and prestaging of a second coil while the first coil is being fed into the press, which helps limit operational downtime. A dual reel takes more floor space, though, as the mandrels are rotated about a single axis into either the feed or load position.
Another option is a load car, which usually is installed perpendicular to the feed line. The coil is prestaged on the car's V-nest cradle. When the coil is needed, the car travels along tracks up to the reel, and the coil is pushed onto the reel. The car typically has a height adjustment that aligns the coil ID with the reel mandrel, compensating for coils with small outside diameters (ODs) or partially used coils.
A third option is a double-end reel with a load car for loading efficiency.
The coil handling equipment you choose to upgrade an existing press line or equip a new line could make a difference in the line's performance. With the right system matched to the application and potential future needs, the decoiler can be as flexible as needed or dedicated for the long haul. It can prevent damage to stock; be fast and easy to load; and handle materials of almost any weight, thickness, and width.
The right decoiler, though an integral part of the success of your stamping operation, should be almost invisible, unobtrusive in the work area, and require little maintenance. With the wrong decoiler in position, you may be feeding your press more than just stock—it may be eating time and money as well.
Bradley J. Claes is technical service manager with Dallas Industries Inc., 103 Park St., Troy, MI 48083-2770, phone 248-583-9400, fax 248-583-9402, Web site www.dallasindustries.com. Dallas Industries Inc. manufactures press feeding and coil handling equipment, including electronic servo feed and air feed systems, powered and pull-through straighteners, and coil reels and cradles.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





