















Design Engineer

The upfront cost of consumables is not the whole picture, the long-term benefits and savings offered by high-quality components are important considerations when choosing consumables.
Some welding operations may view purchasing consumables as a place to save money, because high-quality consumables typically cost more than lower-quality consumables. However, the upfront cost of consumables is not the whole picture. Consumables are an ongoing cost in the welding process, and high-quality products can provide long-term benefits and savings.
Optimal consumables are those that provide the best quality and the longest life, which help lower replacement cost, minimize downtime, and improve productivity.
Quality consumables also can reduce postweld cleanup work, saving time and money.
The design, manufacturing process, and materials all influence the performance of these components.
One main difference between high-quality consumables and lower-quality consumables is the tolerance of their design. Consumables produced with consistent quality control and precision machining typically hold truer to the desired tolerances.
An example of inattention to tolerance that results in a low-quality consumable is when a manufacturer designs a tapered angle in the gas diffuser that differs from the tapered angle of the contact tip.
High-quality consumables are the result of detailed research and engineering to determine which angles provide the optimal connection and electrical conductivity. Lower-quality consumables typically do not have the same level of research and design behind them, which can lead to contact tips and gas diffusers that do not seat properly together and generate electrical resistance. This issue can lead to quality issues and premature consumable failure.
Downtime caused by more frequent failure and consumable replacement negatively affect productivity and production costs.
Throughout the welding process, contact tips must withstand the harsh environment generated by the arc. Elevated temperatures, spatter accumulation, electrical erosion, and abrasion all cause wear. A combination of these factors also can result in erratic welding, wire wandering, and arc instability, all of which can contribute to downtime and quality problems.
The finish of the internal surface of the contact tip's bore is an important consideration. The welding current transfers at discrete contact points along this bore, so the presence of a rough surface can degrade electrical transfer, promote hesitation in the wire feeding, and may result in excessive spatter accumulation. Look for contact tips that have undergone rigorous quality control to eliminate these types of defects.
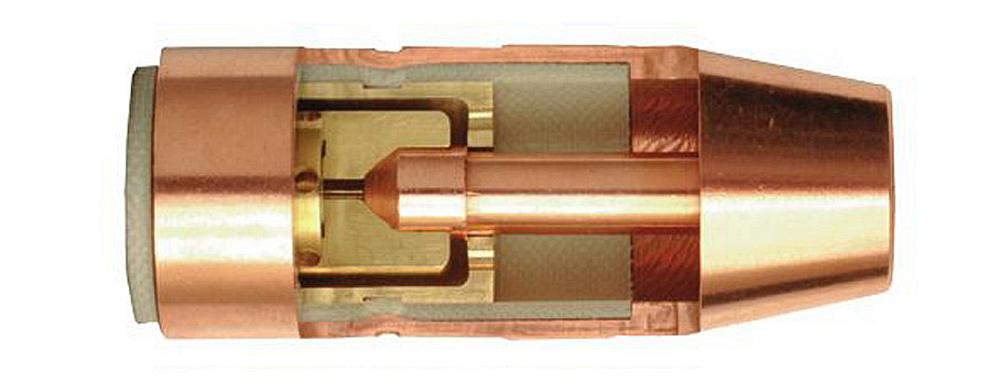
Contact tips and nozzles (as shown in this cutaway) play an important role in the welding process and affect productivity, costs, and weld quality. Gas diffusers do too. Many factors that influence the selection of consumables, including the application at hand and available budget.
Another issue to consider when evaluating the quality of consumables is the eventual wear of contact tips, which can cause an oval hole to develop. This phenomenon, called keyholing, can lead to irregularities in the arc caused by poor electrical conductivity, which can increase spatter and lead to time-consuming postweld grinding.
Some manufacturers offer threadless contact tips that can be turned to get a fresh surface if the tip starts to keyhole on one side. This feature can help extend the life of the contact tip and reduce downtime for tip changeover. Beware of contact tips with a bore that is too large, because this can lead to burnbacks and poor arc starts.
It also is important to examine the condition of the contact tips upon receiving them to make sure they are free of oil inside the packaging, which can occur if the tips are not cleaned properly at the end of the machining process. A tip with oil through the bore can produce poor arc starts and contaminate the weld. Look for contact tips that have been degreased and washed properly before being packaged, which is indicative of a higher level of quality control and the potential for improved performance.
Similarly, avoid using contact tips if any copper shavings are present inside the package. These shavings are small burrs or chips that may have been stuck inside the contact tip bore during machining. Manufacturers with high levels of quality control often have machines that conduct an optical check of the inside of each tip before bagging to eliminate copper shavings and burrs that could contaminate the weld.
The gas nozzle's primary role is to supply and direct the shielding gas to the area of the arc. The nozzle's surface contour and geometry are important to ensure proper laminar flow and optimal shielding gas coverage.
Similar to contact tips, nozzles encounter elevated temperatures and potential spatter buildup throughout the welding process, which can block shielding gas flow and lead to weld defects. Spatter tends to affix to rough surfaces. The smoother the inside surface of the gas nozzle, the less chance spatter will adhere to it. Look for nozzles with a smooth surface, as these products have undergone consistent machining and quality control.
Elevated temperatures also can cause recrystallization and grain growth at the front of the nozzle. Grain growth combined with oxidation can accelerate nozzle deterioration. A manufacturing process that uses higher amounts of cold work, harder alloys, and/or corrosion-resistant alloys helps delay nozzle deterioration, leading to longer consumable life. Lower-quality nozzles may be more prone to defects in the raw materials used in their manufacture, which can contribute to faster deterioration and shorter consumable life.
Gas diffusers help transfer the shielding gas from the core tube to the nozzle chamber. The quality of the gas supply holes affects the gas flow at the nozzle outlet. Factors such as hole orientation, size, and sharp corners, along with the presence of any metal burrs, can introduce unwanted turbulence into the gas stream, which diminishes shielding gas effectiveness.
In high-quality designs, the contact tip fits into the gas diffuser in a way that provides an optimal connection and ensures the most efficient transfer of electricity from the diffuser to the tip. A low-quality design typically is not manufactured with precise dimensions and tolerances, which can lead to potential electrical resistance and excess heat that can shorten consumable life. The hotter the application, the shorter the consumable life tends to be. For that reason, it's important to find components that can resist the excessive heat.
Also, look for consumables that offer good tolerance on the threaded connections — the surfaces where the tip and the gas diffuser meet — to help reduce electrical resistance and prolong consumable life. Once you tighten the gas diffuser to the recommended specifications, the electrical resistance should be at a minimum while the thermal conductivity should be at a maximum to ensure the best weld quality and consumable life.
Beware of gas diffusers with holes that are out-of-round. This defect can disrupt or alter the way the shielding gas comes out of the hole, which can have an impact on weld quality.
Factors key to the performance of contact tips, nozzles, and gas diffusers include surface finish, material hardness, machining quality control, and electrical properties. While a low-quality consumable may offer significant cost savings at the time of purchase, potential downtime and related costs are outcomes to consider. Consumables are an ongoing expense throughout the welding process, so those that offer high quality and long life can offer significant payoff over time.


The Welder, formerly known as Practical Welding Today, is a showcase of the real people who make the products we use and work with every day. This magazine has served the welding community in North America well for more than 20 years.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





