















Sales Engineer
When you are planning a weldment, ask yourself several questions before cost estimating, planning, or starting production:
The answers to these questions affect the type of electrode and related process that you should use. You may already be familiar with the different types of wires and how changing the electrode type can impact a weld, but production managers and planners, continuous improvement personnel, plant engineers, cost estimators, and quality control departments may not realize how impactful the appropriate electrode type or transfer process is.
More than 80 percent of the cost for a manual weld lies in the labor required to perform it. By choosing the proper wire type and process, you can reduce costs and improve productivity and efficiency.
Solid wire, metal-cored wire, and flux-cored wire are used in gas metal arc welding (GMAW), metal-cored arc welding (MCAW), and gas-shielded flux-cored arc welding (FCAW-G), which are semiautomatic processes in which the wire is pushed through a gun by a feeder and supplied current through a contact tip. It is for this reason that the wire is also referred to as an electrode. The current then passes from the electrode, through the metal being welded, into a ground clamp, and back to the machine supplying it.
GMAW has four transfer modes that deposit the wire to the base material:
MCAW is primarily made in spray or pulse-spray transfer mode, while FCAW occurs primarily in globular or globular-spray transfer mode.
Three critical aspects affect the cost of laying a weld using the different transfer modes: cleanliness, heat input, and travel speed.
Short-arc and globular transfer modes, which use predominantly solid and flux-cored wire, are prone to generating spatter. Not only does this mean you’ll have to spend time on postweld cleanup, it also signifies a waste of filler metal, which corresponds to the efficiency of the electrode. Spray transfer, with its higher amperages and voltages, can add more heat to the base material, which can cause warping and deformation in the plate and risk burn-through if the base material is thin. However, with the higher amperages and voltages, you can achieve greater deposition and travel speeds.
Overall, the different characteristics of each transfer mode mean that you could see significantly different cycle times depending on the electrode type and the settings.
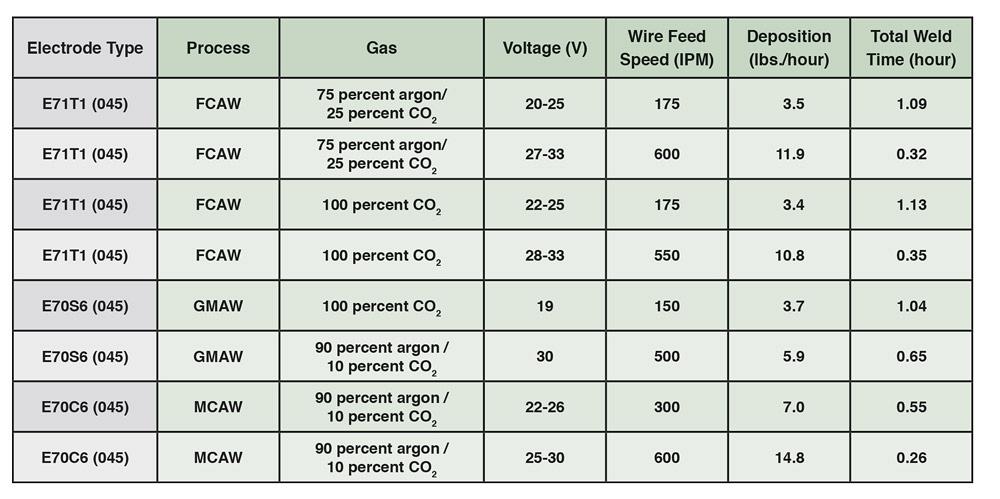
Let’s look at an example of making a 3/8-in. fillet weld that is 12 in. long. A fillet weld of this size has a volume of 0.844 in.3 Mild steel has a density of 0.284 lb./in.3, which equals a total weld weight of 0.479 lb. If you sealed both ends of a four-sided 12-in. box by welding base plates on the top and bottom, you would have eight welds and require a total of 3.83 lbs. of filler metal to complete the part. Using the filler metal specifications from a manufacturer that has several common electrodes for FCAW, GMAW, and MCAW, we can examine roughly how much weld time the electrode would require to make this assembly based on the settings and shielding gas used.
As the chart shows, welds made with short-arc or globular transfer mode take significantly longer than welds made in higher spray mode. FCAW and MCAW are capable of depositing the material in half or less the time of solid wire, but both of these methods have their own drawbacks. Flux-cored wire operating with a 75 percent argon/25 percent CO2 shielding gas still requires you to perform some postweld slag removal. The metal-cored wire performs optimally in the flat position (and some wires will even allow you to weld vertically at lower amperages with pulse, although this lowers the deposition rate), but it cannot be used in overhead welding, meaning the box would need to be handled to be put into position for welding.
Remember that deposition rate is not the same as the rate at which you can weld, and that proper training and technique are important with any electrode selected. Issues with operator skill might mean that lower machine settings must be used to give the operator time to respond or manipulate the torch. While the fluidity of metal-cored wire and the controllability of flux-cored wire are forgiving for new welders, some find the travel speeds and heat to be excessive and tend to lower the settings. Doing this decreases the deposition rate and makes the weld less efficient than if it were completed with a solid wire.
It is important to examine ways to improve weld times through a process change, especially when there is a welding bottleneck. Aspects of welding, like deposition rate and travel speed, play a significant role in the amount of labor that goes into the cost of a weld joint. But production labor also includes nonwelding activities like fitting and tacking parts, measuring and marking plate, changing cylinders or spools, and cleaning the part before or after the weld. By minimizing nonwelding time, you can focus more on completing production parts than on grinding, chipping, or finishing parts, and thereby improve your productivity.
Choosing the right wire and welding process can save you time and money. Before beginning a new job, take a few minutes to re-evaluate the plan and make sure you’ve chosen the correct electrode—it’s a simple, proven way to boost your output and increase efficiency.
You should always test-run any new product or process, and remember that partnering with vendors can ensure that the most up-to-date products and processes are available for testing.
A good channel partner has resources available to you to assist with making sure the best products and offerings are chosen and help prove their effectiveness in-house. It’s critical to evaluate both the potential change and the possible need for training down the road and how your chosen partner can assist with any transitions or mode changes.

The Welder, formerly known as Practical Welding Today, is a showcase of the real people who make the products we use and work with every day. This magazine has served the welding community in North America well for more than 20 years.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





