















Contributing Writer
The design and production of abrasives have kept pace with other advances in the welding industry, making grinding and finishing products more effective than ever in helping fabricators to lower costs and improve productivity.
Grinding equipment and accessories for this industry are available in many grains, shapes, and product designs and can be divided into three broad application categories: welding/ heavy metal removal; metal fabrication and construction; and light metal removal, finishing, and sharpening.
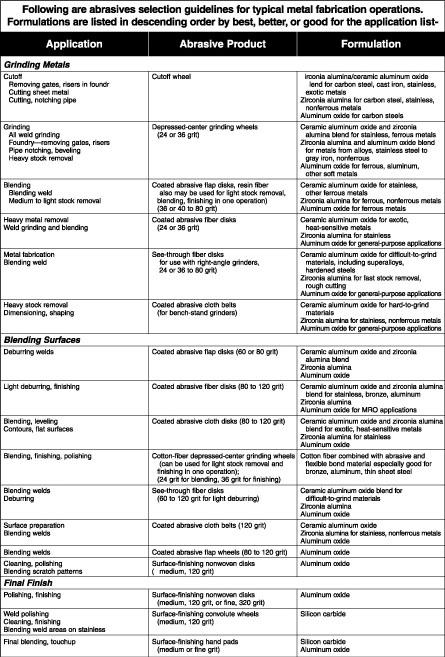
Choosing the most suitable abrasive product and following the manufacturer's recommendations should help you to achieve productivity goals. The following information, when combined with the abrasive selection guide, provides a good foundation for choosing the best product for an application.
The most important step in specifying a grinding product is identifying the correct abrasive, grit size, and bond. An ideal grinding abrasive stays sharp with minimal point dulling. When dulling begins, the abrasive should fracture, creating new, sharp cutting edges.Each abrasive has its own unique properties for hardness, strength, fracture toughness, and resistance to impact, making it suitable for a specific grinding application and material. Aluminum oxide is an extremely tough, wedge-shaped abrasive for high-speed penetration of tough materials without excessive fracturing. It traditionally has been chosen for grinding high-tensile materials, such as carbon and alloy steels.
Zirconia alumina has a self-sharpening characteristic that gives it long life on rugged stock removal operations. It is well-suited for heavy grinding of metals such as cast irons and nonferrous metals because the controlled fracturing of the grain continuously exposes sharp, new abrading points.
Ceramic aluminum oxide is produced by chemical and ceramic processes that result in a dense, hard, tough abrasive. The seeded-gel process produces a sharp, microcrystalline abrasive of exceptionally high purity that performs well on high-nickel-base and stainless steels, as well as carbon steel.
The latest abrasive development in this area combines zirconia and ceramic aluminum oxide. In actual applications, this combination abrasive product demonstrated a 650 percent better wheel life compared with standard aluminum oxide and a relative wheel cut rate of 165 percent compared with a standard aluminum oxide wheel.
An abrasive grain's grit size represents the number of openings per linear inch in the final screen used to size the grain. Coarse-grit products (for example, 24 grit) are used for rapid stock removal in which finish is not important. Fine-grit products (for example, a 120-grit wheel) are used for finer finishes or for small areas of contact.
The grains in the grinding wheel are held together by a bond that is chosen based on the grinding application, the tolerances required, the work material, and other quality objectives. Most wheels used in fabrication shops feature resin bonds, which excel in rapid stock removal applications.
With this as background, let's consider the products available for each grinding category.
Weld grinding and other applications requiring heavy stock removal demand a tough, durable, and long-lasting abrasive product. Grinding products for these applications are available in a variety of shapes and property combinations to satisfy specific performance and cost criteria.
Depressed-center wheels are used on right-angle and vertical-shaft portable grinders for such applications as weld grinding, pipe notching, beveling, and storage tank building and maintenance. They are used to grind many metals, including gray iron, stainless steel, and exotic alloys. Premium abrasives, such as the zirconia alumina/seeded-gel blend, excel on stainless and ferrous metals. Aluminum oxide is a good choice for aluminum and other soft metals.
Product shapes available include disks, notchers, and saucers. The application dictates which shape to select. For example, notchers are the product of choice for cutoff in pipeline or fabrication work, while saucers might be the best selection when both quick metal removal and blending are needed or for hard-to-maneuver grinding areas.
Each shape can be used on the same grinder, but each requires a different approach to the workpiece — a 30-degree angle with grinding disks, a 90-degree angle with notchers, and a 15-degree angle with saucers.
 |
Other product shapes in this category include:
Snagging wheels for heavy stock removal in aggressive applications.
Flaring cup wheels for quick metal removal in tight grinding areas.
Cones and plugs, when the job calls for grinding and smoothing fillets and corners, grinding internal dimensions, finishing cavities, blending contours, and working in confined areas.
Grinders should be run at the highest possible speed marked on the wheel but never should exceed that speed.
Current cutoff wheel products are versatile enough for all metal fabrication applications, including:
Cutting solids and thin-wall shapes.
Cutting sheet metal.
Removing foundry gates and risers.
Performing offhand, hand-held cutting.
Cutting pipe.
Abrasive choice depends on the material being cut. A zirconia alumina/ceramic aluminum oxide blend is the highest-performing abrasive for carbon steel, cast iron, stainless steel, and exotic metals. Choose a standard zirconia alumina as a medium-priced abrasive for carbon steel, stainless steel, and nonferrous metals. Aluminum oxide also works well for carbon steel.
Small-diameter (2- to 4-inch) cutoff wheels are mounted on horizontal and straight-shaft portable grinders and on portable circular saws, which are carried to the workpiece. Large-diameter (6- to 24-inch) wheels are used on stationary chop stroke machines.
Chop saw wheels are specially constructed with side reinforcement for use on chop saw machines. For best results in these applications, you should make sure that the workpiece is secured and that cuts are made as quickly as possible.
For blending welds, deburring, and medium to light stock removal, we turn from grinding wheels, in which the abrasive is bonded together into the desired shape, to a coated abrasive product that features abrasive grain coated onto a backing.
Flap disks consist of a series of coated abrasive pieces that are overlaid into the shape of a disk. Flap disks are mounted on right-angle or vertical-shaft portable grinders and used at a 15- to 25-degree angle for maximum surface contact and high working pressure. In these applications, a ceramic aluminum oxide abrasive provides the best performance on stainless and other ferrous metals. Zirconia alumina and aluminum oxide also are strong performers.
One recent development in grinding for these applications is see-through fiber-backed disks. These disks feature a triangular profile and holes in the disks and backup pads. This provides a clear view of the cutting surface, resulting in more controlled stock removal and a better surface finish. The holes also serve to disperse heat and loose grinding material, resulting in a cooler finish and less power draw.
While advanced grinding and finishing products make work easier for operators, safety always is a prime concern. If it were possible, abrasives manufacturers would supply customers with a breakproof wheel. Unfortunately, there is no such product.
Grinding wheels are made of thousands of small abrasive grains that have been bonded together using an organic resin compound. The bond must be strong enough to hold the abrasive grains in place, yet friable enough to release dull grain and expose fresh cutting points. (Friable refers to the property that makes the abrasive capable of breaking down during the grinding process.) An unbreakable wheel simply would not grind.
Therefore, following industry-approved safety procedures is recommended. Grinding wheel suppliers should provide information on using their products safely. The literature should be read carefully.
Wear safety glasses or other appropriate eye protection when using abrasive products. And, because grinding applications are conducted in harsh environments, safety gloves also are recommended.
Improper use of a grinding wheel or machine is a leading cause of accidents involving abrasives. Safe practices can reduce these problems significantly. Always check your machine speeds against the safe maximum operating speed marked on the grinding wheel. Use the wheel guard as supplied by the manufacturer. When mounting cutoff or bench and pedestal wheels, use flanges of equal diameter only.
Finally, observe these safety tips as a matter of course:
1. Check all wheels for cracks or damage before use.
2. Run the wheel in a protected area for one minute before grinding.
3. Don't use wheels that have been dropped or otherwise damaged.
4. Don't use heavy side pressure on any Type 01 straight wheel or Type 27 thin wheel.
5. Don't use a grinding wheel with a rated speed less than that of the grinder.
Your abrasives supplier has the technical expertise and applications experience to help you to select and use the best product for your grinding and finishing processes. Working in partnership with your supplier will enable you to choose and use today's abrasive products to their greatest advantage in your shop.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





