















Development Scientist
 |
Have you ever asked yourself any of the following questions:
Answering these questions will help you take the mystery out of gas selection and make a choice that meets the needs of your job.
You can choose from a variety of gas blends for gas metal arc welding (GMAW), gas tungsten arc welding (GTAW), or flux cored arc welding (FCAW). For each of these processes, the shielding gas performs multiple tasks. It not only protects the molten weld pool from exposure to the atmosphere, but it also can promote a stable arc, determine the type of metal transfer obtained, affect the welding
travel speed, and impact the quality of the finished weld deposit. Proper shielding gas selection is critical to the ultimate success of the joining operation.
You can take several approaches to selecting a gas, but to make the best selection, you should know what your finished weld requirements are.
Ask yourself:
Keep these questions in mind as you address how to choose the best shielding gas for your application.
When deciding which welding process works best in your application, consider base material type, base material thickness, and welding position.
As a rule of thumb, use GTAW for the most consistent joining results for materials thinner than 0.040 in. For thicker materials, GMAW usually is a more economical process. FCAW should be considered in some instances to enhance production rates, especially on scaled or rusty material or when welding out of position.
Additional considerations include joint penetration, welding position, and weld quality. It's more economical to weld in the flat, horizontal, or slightly downhand positions because higher deposition rates are achieved. With FCAW or pulsed and conventional spray GMAW, productivity can increase. Optimum weld quality can be achieved with GTAW, but it requires greater welder skill and deposits less weld metal at slower speeds than GMAW or FCAW.
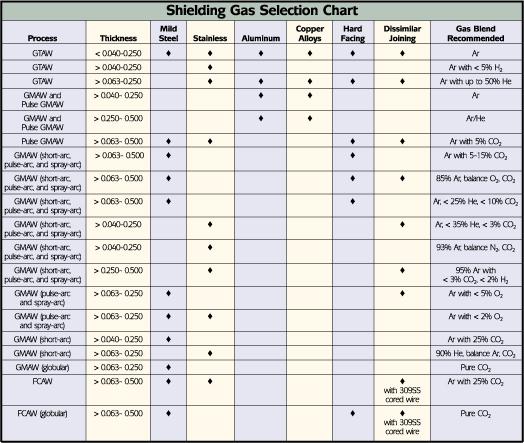 |
| Note: The multiple gas recommendations for the same process and material type and thickness indicate that the selection will be based on the specific needs of the application being considered. |
Three pure gases form the foundation for shielding arc welding processes: argon (Ar), helium (He), and carbon dioxide (CO2). In many cases, other gases such as oxygen (O2), nitrogen (N2), and hydrogen (H2) may be added to modify arc characteristics, the molten weld pool, or the weld. They also can affect the metal transfer and the overall performance obtained in GMAW and FCAW. Tailoring the blend composition helps meet job requirements.
The next question to ask is which gases do what with GMAW, GTAW, and FCAW.
Argon. Argon is heavier than air, has low thermal conductivity, and can ionize easily in a welding arc. This means that argon blankets the weld zone (so lower flow rates are needed), providing a relatively narrow arc characteristic with good electrical conductivity (which means easy arc-starting). It can be used alone in GTAW and for GMAW of aluminum and other nonferrous materials. Argon is a major component of shielding gas when spraylike, high-productivity welding is desired in GMAW or FCAW for joining steel and stainless steel.
Helium. Helium is considerably lighter than air, which means higher flow rates are required than for argon or carbon dioxide. It offers good thermal conductivity but lower electrical conductivity when compared to argon (arc-starting requires higher voltage). Helium generally is combined with other gases to optimize performance characteristics. Helium-enhanced mixtures can join all material types using GMAW, GTAW, or FCAW.
Carbon Dioxide. Carbon dioxide dissociates at arc temperatures and recombines as it contacts the cooler base material, transferring arc energy to the weld puddle. Additions of carbon dioxide provide wider and deeper bead penetration. The oxidizing atmosphere produced within the arc zone results in more slag on the surface of the solidified GMAW bead. Carbon dioxide can be used alone or as a major component (typically 5 to 25 percent) mixed with argon for GMAW and FCAW.
Oxygen. Oxygen can improve arc performance in GMAW by enhancing arc stability while reducing the surface tension of the weld puddle. This causes the puddle to be more fluid and have better wetting characteristics. Since oxygen reacts with components of the welding wire or electrode, it contributes to the slag deposit found on the weld bead surface. It's typically used as a 2 to 5 percent addition to an argon-based blend.
Nitrogen and Hydrogen. Nitrogen and hydrogen typically are used only for welding 300 series (austenitic) or duplex stainless steels. Nitrogen can increase weld penetration and arc stability. Hydrogen can improve weld puddle fluidity and surface cleanness. Their use generally is confined to stainless steel applications, because nitrogen can cause porosity in carbon steel, while hydrogen can increase cracking potential in some of the same materials.
To understand how different gas blends work in different applications, first it's important to understand the difference between two- and three-part blends.
Two-part Blends. Traditional two-part blends for GMAW of carbon steel are mixtures of argon with controlled amounts of oxygen or carbon dioxide. Argon/oxygen blends were a standard choice for conventional or pulsed-spray transfer, but in many applications, they have been replaced by argon/carbon dioxide mixes.
When argon/carbon dioxide blends are used in place of argon/oxygen mixtures, bead appearance improves with less surface oxide and better bead shape and wetting control. Simultaneously, it can provide a more easily controlled, broader, less fingerlike penetration profile. As the carbon dioxide level increases, penetration deepens, which can cause burn-through on thin materials. Spatter and fume levels increase as the carbon dioxide content of the blend increases. Converting from oxygen-enhanced blends to argon/carbon dioxide mixtures generally produces more consistent, higher-quality results. Travel speed increases of 15 to 20 percent can be achieved by selecting argon with 5 to 15 percent carbon dioxide in applications in which argon with 1 to 5 percent oxygen has been used previously.
For FCAW of carbon or stainless steel, argon with 25 percent carbon dioxide can be used to improve out-of-position performance and reduce weld spatter. In special circumstances, lower carbon dioxide additions can be used with specially formulated cored wires to reduce welding fumes. To prevent weld quality problems, the flux-cored wire must be used following the manufacturer's shielding gas recommendation.
Argon with 25 to 50 percent helium can be used to shield both GMAW and GTAW of aluminum and some other nonferrous materials. Helium increases the heat input to the base material to enhance penetration and improve weld puddle fluidity. Hydrogen (less than 10 percent) also can be added to argon for GTAW of austenitic stainless steel to increase weld puddle fluidity and improve travel speeds by 10 to 25 percent while providing good weld bead appearance.
Three-part Blends. To further enhance bead appearance, improve ease of operation when some base material contamination is present, and increase flexibility and overall welding productivity, three-part shielding gas blends may be a good choice.
Three-part blends can work well with short-circuiting, spray transfer, and pulsed-spray transfer. Benefits include improved arc stability for reduced spatter and better weld bead wetting characteristics.
Argon with carbon dioxide and oxygen can provide versatility to join different types and thicknesses of carbon steel.
Argon/helium/carbon dioxide mixes (25 to 35 percent helium, 1 to 10 percent carbon dioxide) can increase travel speed. Argon/helium blends with controlled carbon dioxide content (1 to 2 percent) are suitable for joining stainless steels when weld metal carbon control is important. For best results with GMAW, pulsed-spray transfer often is recommended.
FCAW also is suitable for joining stainless steels, especially when welding out of position. Using cored wires typically results in cost savings via higher weld metal deposition rates. They are suitable for joining material thicker than 14 in. or when pulsed transfer isn't an option.
When joining 300 series alloys, optimum bead color and shape can be obtained by using argon/carbon dioxide/hydrogen blends because of the reducing atmosphere created by the presence of the hydrogen. This mixture minimizes oxide formation on the bead surface and enhances the fluidity of the weld puddle. Hydrogen-enhanced mixtures are not recommended for joining plain carbon steel.
The industry standard for short-circuiting GMAW of stainless steel has been a helium-based (85 to 90 percent) mix with small additions of argon (5 to 10 percent) and carbon dioxide (2 to 5 percent). This blend provides good bead shape and color match, but it's not as versatile as some other mixtures. An argon/carbon dioxide/nitrogen blend can be used in its place while also permitting use in high-productivity spray and pulsed-spray transfer. When combined with high-silicon filler metals, weld puddle fluidity and wetting action can improve. Mixtures containing nitrogen are not recommended when joining stainless to carbon steel.
Shielding gas flow rates are determined by the process, welding position, and operating parameters. With GTAW, flow rates typically are from 10 to 20 cubic feet per hour (CFH). For GTAW, using a torch with a gas lens will help ensure a laminar flow, which contributes not only to better weld quality, but also to 10 percent or lower gas consumption rates.
With GMAW and FCAW, recommended flow rates vary widely—30 to 45 CFH—depending on the welding position, operating current, and shielding gas composition. For flat-position welding, helium-enhanced mixtures will require slightly higher flow rates than argon-based blends. Gas flow rates may be reduced if the nozzle-to-work distance is kept as close as possible. In many instances, production site surveys determine that shielding gas flow rates typically are set in excess of 50 CFH. This can contribute to poor weld quality as atmospheric gases are drawn into the arc zone because of excessive gas turbulence. Optimized flow enhances quality and reduces shielding gas usage.
Shielding gas selection is critical to achieving cost-effective joining of carbon steel, stainless steel, and aluminum. You can select one gas, such as argon for aluminum welding, to provide suitable arc stability, minimum spatter, and good bead shape.
Two-part blends, such as argon/carbon dioxide mixtures, can perform well in most carbon steel and stainless steel welding applications in which you use conventional or pulsed-spray transfer.
Lower carbon dioxide content will reduce the amount of welding fumes generated. Where you require enhanced bead appearance, low spatter, and less postweld cleanup, three-part gas blends can provide good results while still improving welding productivity.
Base metal thickness, welding position, operator skill level, and production demands require careful consideration when selecting and optimizing the joining process. With an understanding of shielding gases, you can optimize your welding process to reduce cost and improve quality.
Kevin Lyttle is manager of welding research and development for Praxair Inc., and Garth Stapon is marketing manager, metal fabrication, eastern region, for Praxair Distribution Inc., 39 Old Ridgebury Road, Danbury, CT 06810, 800-772-9247, fax 800-772-9985, kevin_lyttle@praxair.com, garth_stapon@praxair.com, www.praxair.com.

The Welder, formerly known as Practical Welding Today, is a showcase of the real people who make the products we use and work with every day. This magazine has served the welding community in North America well for more than 20 years.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





