















CEng
The James Webb Space Telescope (JWST) is known in scientific circles as the successor to the Hubble Telescope. Even though scientists have set goals motivated by results from Hubble, the JWST has the capabilities to go beyond what Hubble has already done by looking at light with longer wavelengths, known as infrared. This ability allows it to see visible light, from UV and optical to near-infrared, from more distant objects, light that is degraded over the vast distance of space.
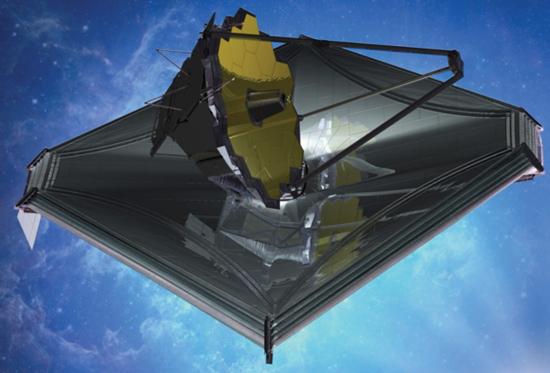
To see this light from vast distances requires a larger mirror. The JWST’s primary mirror is 6.5 meters wide, which is about 7 times the collecting area of Hubble’s, which is 2.4 m wide (see Figure 1). JWST itself is a massive engineering feat, but how a mirror this size is supported is what truly sets it apart. To give you an idea, the sun shield alone is almost as big as a Boeing 737.
The science that JWST will explore will expand our knowledge of the universe by giving scientists the ability to study the assembly galaxies, observe the birth of stars and protoplanetary systems, analyze the chemical properties of planetary systems—including our own—and see the first bright objects that were formed in the early universe. All of these capabilities are achieved by the telescope’s cutting-edge cameras, known as science instruments (SI).
All four of the SIs are supported by a precision optical frame called the Integrated Science Instrument Module (ISIM). At the time this article was written, the ISIMs were being prepared for integration and testing at NASA’s Goddard Space Flight Center in Greenbelt, Md. One of multiple tests is a Cryovac test, where the functionality of the ISIM is evaluated in Goddard’s space environment simulator (SES) in cryogenic temperatures of -427 degrees F inside a vacuum of space.
The ISIM had to be supported safely during integration, and performing Cryovac and other testing was an extreme engineering challenge in itself. The imposed test requirements, strength margins, and design envelopes demanded a strong, lightweight 6061 aluminum frame called the SES Integration Frame (SIF) (see Figure 2).
Early design iterations revealed that a welded frame was needed to achieve the weight requirement, but standard welding strength values could not achieve the design margins that were necessary. It turns out that the postweld aging process used in specialized industries could achieve the needed strength. The SIF matured as a multirolled integration and testing frame that would support and lift the ISIM as well as hold needed test equipment in close proximity.
An in-depth development study determined which of the 4XXX filler metals would meet the design needs. Test results conducted to compare the new 4943 filler metal with 4043 and 4643 identified significant improvements in strength from the 4943 filler metal over the others tested, and also established that the 4943 weld wire would maximize the frame’s performance. At the time of this writing, the SIF fabrication had been completed and was under preparation for the first ISIM Cyrovac test.
Matthew Stephens, mechanical engineer at the Goddard Space Flight Center, said that after working on improving hand welding and cooling techniques with the fabrication vendor, they saw stunning results after they finished another round of transverse weld tests. The average sample strength was 40 KSI with a range between 36 and 44 KSI, which was based on 12 samples from two different welders. The cooling techniques used pushed several of the failures from the heat-affected zone (HAZ) to the fusion zone, in which case the 4943 was the factor enabling the unprecedented high ultimate strength values.
He added that in-field hardness measurements proved that the frame itself achieved these same postweld aged strength levels, proving that these results were not just possible in a laboratory but in a manufacturing environment as well. The 4943 weld wire seamlessly merged with the welders’ existing techniques and has proved to be a key technology, along with good welding practice, in reaching the necessary high strengths.
Unlike welding steels, it is common to arc weld aluminum with filler metals that have a significantly different chemical composition than that of the base metal, often for reasons involving weld integrity and strength.

Figure 1
A NASA engineer looks on as the first six flight-ready primary mirror segments
are prepped to begin final cryogenic testing at NASA’s Marshall Space Flight
Center. Engineers began final cryogenic testing around-the-clock to confirm
that the mirrors would respond as expected to the extreme temperatures of
space prior to integration into the telescope’s permanent housing structure.
Photo courtesy of NASA.
When arc welding with the 4043 filler metal, particularly on the 6XXX series base metals, it is important to recognize that the completed weld bead’s chemical composition, resultant weld integrity, and mechanical properties depend on the mixture of the base metal and the filler metal in the weld bead.
The strength of a weld made with filler metal 4043—which has no other strengthening additives other than silicon—often depends on dilution with the base metal. Weld beads that are a mixture of filler metal and base metal can acquire small amounts of magnesium from the 6XXX series base metals.
Added magnesium in the 4043 filler metal, obtained from dilution of the base metal, mixes with the silicon in the 4043 and produces magnesium-silicide (Mg2Si), a very effective strengthening precipitate. One problem associated with this method of weld bead strengthening, however, is its unpredictability. During arc welding of the 6XXX series aluminum base metals with the 4043 silicon-based filler metal, often the dilution ratio between the base metal and filler metal fluctuates and influences the weld’s strength.
The 4043 filler metal is a popular aluminum/silicon filler alloy for general-purpose welding applications; however, it has lower strength characteristics when compared to the 5XXX series filler metals and can show significant variability in strength based on welding conditions.
The 4943 aluminum filler metal, developed to provide an alternative to 4043, demonstrated consistently higher tensile, yield, and shear strengths while maintaining the same proven welding characteristics of 4043.
The 4943 filler metal has been formulated to be welded with similar weld procedure specifications as 4043, but provide improved strength and address strength variability issues. 4943 also maintains the same excellent corrosion characteristics, low melting temperature, low shrinkage rate, higher fluidity, and low hot-cracking sensitivity as the 4043 filler metal, as well as exhibits low welding smut and low discoloration.
In addition to consistently higher as-welded strength, the 4943 is also heat-treatable and has demonstrated its improved strength characteristics in the postweld solution heat-treated and artificially aged condition when compared to the 4643 filler alloy, which has been generally employed for welding the 6XXX series base materials that are postweld heat-treated.
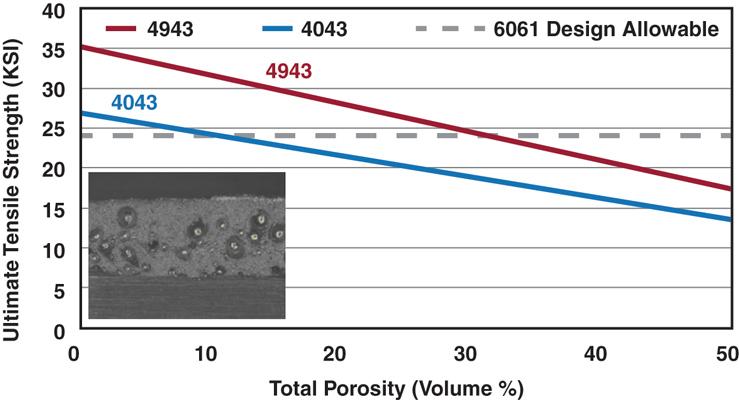
Groove Welds. In full-penetration groove welds, 4043’s as-welded strength without dilution is adequate to support the 24-KSI minimum transverse tensile strength requirement of 6061-T6, which is set as a result of the depleted strength of the base material HAZ. However, the lower-strength weld produced by 4043 leaves more room for discontinuities (porosity, for example) before the weld drops to below the acceptance strength level (see Figure 3). In other words, 4043 is more susceptible to discontinuities like porosity that would lower its strength to a level below the design strength of the base alloy being welded. Although 4943 will provide improved strength in groove welds, this is not its principal intended benefit.
Fillet Welds. The most important purpose of 4943 is to provide consistent high-strength fillet welds. Structural welded components use more fillet welds than groove welds. Of all the aluminum welds made in industry, approximately 80 percent of them are fillet welds. By design, fillet welds are partial-penetration joints that are assumed to have minimal base metal dilution. Unlike full-penetration groove weld transverse tensile strength, which is controlled by the base metal HAZ, fillet weld shear strength is directly controlled by the strength of the filler metal used during welding.
Tests comparing 4043 to 4943 have shown 4943 to have an ultimate tensile strength that is conservatively 20 percent higher than 4043’s. One potential benefit of this substantial increase in weld strength may be the opportunity for a manufacturer to decrease the size of fillet welds while maintaining the same strength. This may provide potential savings to a manufacturer from the reduced amount of weld wire needed to be purchased for a project and the reduced labor cost from the time saved by making smaller welds.

Figure 2
The ISIM had to be supported safely during integration, and performing Cryovac
and other testing was an extreme engineering challenge in itself. The imposed
test requirements, strength margins, and design envelopes demanded
a strong, lightweight 6061 aluminum frame called the SES Integration Frame(SIF). Photo courtesy of NASA.
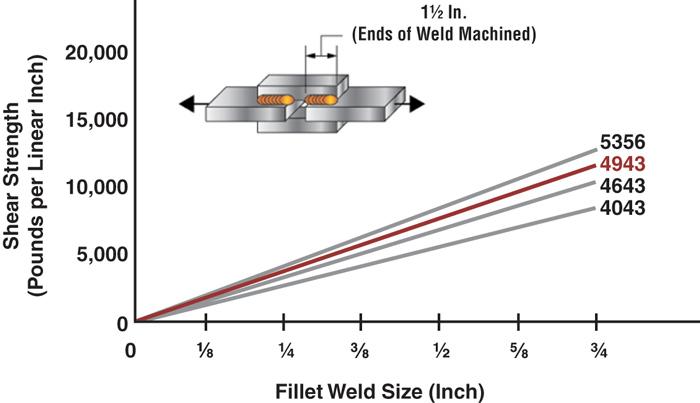
One other side benefit to smaller welds, which is often very important, is reduced distortion. With the higher strength of 4943, it is quite plausible to consider a one-pass fillet weld made with 4943 as opposed to three passes made with 4043. Figure 4 shows the relative shear strength of 4043, 4643, 4943, and 5356.
Aluminum-silicon alloys of the 4XXX series are widely used in gas metal arc welding (GMAW) and gas tungsten arc welding (GTAW) because of their excellent welding characteristics, fluidity, reduced shrinkage distortion, and resistance to hot cracking. The moderate and variable strength of 4043 can be improved by adding magnesium to the filler alloy itself, and this was achieved to some extent with alloy 4643. The magnesium addition was optimized by adding silicon to 4943 for improved characteristics relating to strength, fluidity, shrinkage, and hot-cracking resistance.
Test have shown that when using filler metal 4043 for full-penetration groove welds, we can come very close to the minimum design strength allowable for 6061 base metal, and that this concern becomes far less significant if we use the higher-strength 4943 filler metal. However, the principal advantage of the 4943 filler metal over 4043 is evident in fillet welds. Welds made using 4943 can exhibit substantial improvements in strength when compared with 4043 or 4643 filler metals in both the as-welded and postweld heat-treated conditions.

The Welder, formerly known as Practical Welding Today, is a showcase of the real people who make the products we use and work with every day. This magazine has served the welding community in North America well for more than 20 years.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}