















Product Group Manager, TruPunch and TruMatic

Figure 1
In this nest on a punch/laser combination system, the punch cuts shapes and forms first—louvers, embosses, and countersinks—after which the laser head moves in to cut complex contours. The head moves in the Z direction to cut over previously formed features while maintaining a consistent standoff distance.
As machine tools continue to evolve, so do the throughput considerations of precision sheet metal fabricators—and this starts with the cutting process, be it laser cutting, punching, or both.
Punching machines still produce hole-intensive parts very quickly, yet the most advanced fiber laser cutting machines have shown they can produce similar parts just as fast. The debate over which technology to use is not easy, and so a combination machine may become an important component in this debate.
Combination punch/laser machines allow fabricators to benefit from each process, but go a step further. The cutting speed of a laser combined with the forming capabilities of punching can eliminate the need for some secondary operations. Most important, changeover between laser cutting and forming with the punch system’s form tools is efficient and free of manual intervention.
Of course, a punch/laser system is not the perfect solution for every application. A fabricator should have the right mix of parts as well as certain production goals in mind to justify a machine.
The decision to invest in combination technology should ultimately be based on fabrication speed and flexibility. To determine if a combination machine is the right fit, consider these five factors: part geometry; process throughput; lean manufacturing; process flexibility; and automation options.
While the laser is a highly flexible tool and can generate intricate features, punching still is often the best and most efficient way to produce standard holes, since they can be punched with a single stroke.
Say a sheet metal component requires certain forms, such as tapped threads, countersinks, or louvers, but also has intricate contours or tangential junctures that require a laser’s cut quality (see Figures 1 and 2). This, of course, would be an ideal part for a punch/laser system.
Still, many part geometries now can be produced effectively by either a punching machine or a laser cutting machine. In this case, a combination machine could take advantage of the strengths of each process to produce a complicated part more effectively.
Custom fabricators must produce a low-volume, high-variety part mix, yet they must still guarantee the fastest and most efficient throughput for customers. In this manufacturing environment, it is essential to understand the most efficient way to process a part.
Of course, if a shop had a punch/laser combination system, the story would change. A properly programmed combination machine ultimately could achieve the greatest throughput, with fast laser cutting around the part profile and efficient forming with the punch press form tools.
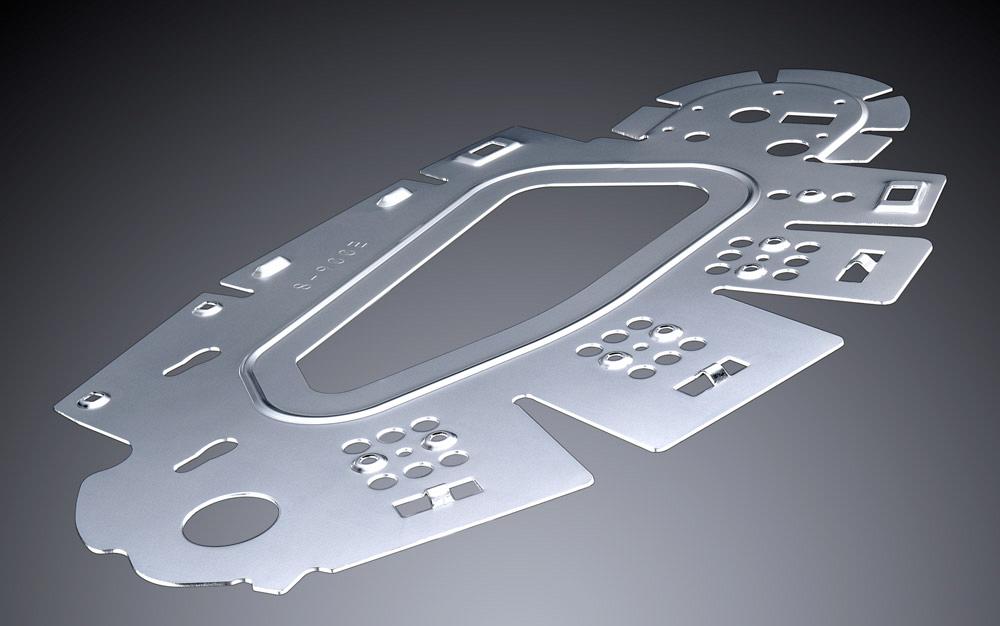
Figure 2
Cut on a punch/laser combination system, this part’s interior and exterior edge was cut with a laser, while the holes and forms were handled by the punch.
Tooling needs to be considered as well. Consider a part with holes that could be either laser-cut or punched. Punching tends to be more efficient, but this is true only if the fabricator has the correct tooling. If not, and the shop has a combination machine, the laser can get the job done and out the door.
This flexibility extends past standard holes. For example, if an operator knows that part edge quality is not critical, he might punch the edge rather than laser-cut it. This flexibility is extremely important for any fabricator tasked with meeting short lead times.
A punch/laser system allows fabricators to be productive even with a less extensive tooling library. It is important to note, however, that since punching is so efficient, shops still should consider investing in routinely used tools, including special shapes.
When considering lean manufacturing improvements, many fabricators look to the eight common wastes: overproduction, waiting time, transportation, non-value-added processing, excess inventory, unnecessary motion, product defects, and underutilized people. One common mistake is to compare the time it takes to manufacture a part strictly on the basis of cycle time.
A fabricator might record the time required for laser cutting or punching and secondary operations, but then forget to account for the non-value-added time and labor costs associated with transferring a part from one machine to the next. Lean manufacturing’s ultimate goal is to handle a part as infrequently as possible.
Punch/laser combination machines fit well with this approach (see Figure 3). By limiting handling as well as secondary operations, a punch/laser combination system has a much greater impact than the sum of its parts. Fabricators can uncover and eliminate inefficiencies across the board, including areas that can be difficult to quantify.
For instance, say a fabricator has two contoured parts with threaded holes that look identical but require different taps. The parts are of the same material thickness and grade, and they go to the same assembly, so they’re nested together on a sheet on a laser cutting system. When they arrive at the tapping station, an operator uses a portable arm to tap the holes, then passes it off to an adjacent worker in a lean assembly cell.
All is well, until the operator uses the wrong tap for the wrong hole.
With a punch/laser system, the laser cuts contoured part edges, while the punch taps the holes. True, the cutting cycle time on the machine is now a little longer, but the automated tapping eliminates a secondary operation and, perhaps most significant, helps errorproof the operation. In the grand scheme of things, a slightly longer cutting cycle time is a small price to pay.
Without a doubt, the types of machines a fabricator has strongly influences part design. If a sheet metal fabricator has only a laser, the parts will be designed based on the strengths of this machine.
A laser is a contactless, flexible tool capable of processing part geometries of any size or shape with very good edge quality, but it cannot produce forms. Therefore, the fabricator must add secondary operations such as tapping or countersinking. The person responsible for this must not only understand the capabilities of the shop, but also how these operations are best achieved, the programming requirements, and how the parts will move through the shop.
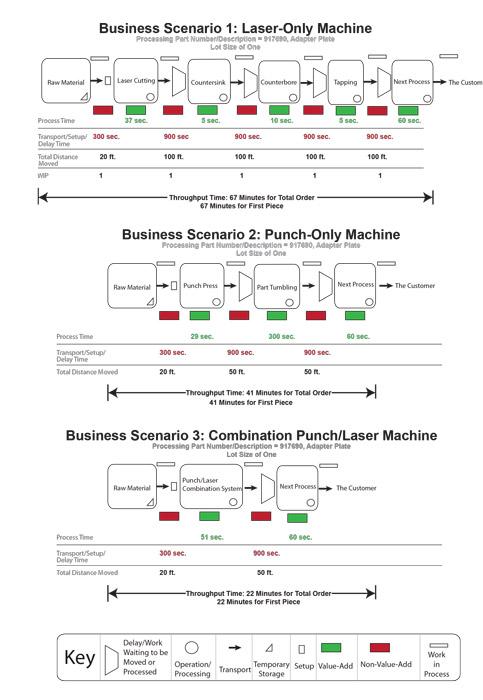
Figure 3
For this part, a punch/laser system significantly shortens time for the order. In this case, if the shop fabricated parts that did not require as many secondary operations after initial cutting, a punch/laser combination machine may not have such a dramatic effect on overall processing time.
Likewise, parts for a punching machine will have a design strongly influenced by this machine’s strengths. The designer must consider available tooling as well as edge quality requirements. While the machine’s forming capabilities will provide the designer with greater design creativity, edge quality will suffer. Secondary operations might be necessary to clean edges, or a part might be redesigned so it does not contain tangential contours and therefore be easier to fabricate.
With a combination machine, the designer can take advantage of the best attributes of both technologies. The laser technology can produce a good edge quality, and the punching head can perform forming operations to eliminate the need for secondary operations.
Solid-state lasers have up to 25 percent higher cutting speeds as compared to CO2 lasers. With increased laser processing speed comes greater production capabilities. Nevertheless, stand-alone laser cutting systems usually do not have the same kind of flexible, unattended part sorting that’s available on the punch press. Lasers do offer automatic loading of raw material and unloading of the completed nest. And while the laser cutting machine can run unattended with this setup, an operator eventually will need to remove the finished parts from the skeleton. Many forget to consider this time-consuming task when they think of the overall time required for production.
Like laser cutting machines, modern punching machines have also had increases in processing speed, not only because of the punching itself, but because of unattended part sorting.
Combination machines offer the same automation options as a stand-alone punching machine, including part sorting capabilities. They can be equipped with automation that can load raw sheets of material, sort parts down chutes, pick up parts, and place parts in an unloading area. The skeleton is removed to a separate area. Workers can retrieve sorted parts at any time, even while the machine is in motion during production.
These days fabricators have plenty of processing options, which can make the decision on which technology to use even more difficult. Although the decision can be overwhelming, fabricators should base their technology investments on specific requirements. These include part geometry, edge quality, process throughput, and production requirements, as well as the desired performance in lean manufacturing, overall flexibility, and material handling.
Fabricators usually analyze processing speeds first, but edge quality is also a big factor, as are the hidden costs of secondary operations—especially the time for additional handling. It can take considerable time and manpower to separate parts from the skeleton or move parts from one processing station to the next. Eliminating or automating these processes can affect the cost of production significantly.
A fabricator’s analysis depends on what technologies a shop has now, the current part flow, and the company’s current and desired product mix. Ultimately, this analysis will help determine whether or not a punch/laser combination machine investment makes sense.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





