















Senior Sales Application Engineer

Q: I work for a job shop that fabricates and welds process piping for various applications. The pipes, made from A106-88a carbon steel and 304 and 316 stainless steel, are welded using GMAW, FCAW, and GTAW. We have been experiencing porosity, primarily on the weld starts. Our shielding gas is a 75/25 mix of argon/CO2 for carbon steel and the same for FCAW on stainless. For open-root stainless steel welding we use a 98/2 mix of argon and oxygen. What’s causing the porosity?
A: Based on the information you’ve supplied, there may be several issues at play. You may be aspirating atmosphere into the weld zone on arc initiation. If you use a 3/8-in.-dia. tapered nozzle at the contact tip, your flow rate may be high enough to create the problem. See Figure 1 to determine if your flow rate may be the problem.
Are you using a flow-restriction device? If so, use caution because, depending on where it’s mounted, it could serve as the cause of porosity. If you hear a loud surge of shielding gas when you pull the trigger, that gas flow may be causing the porosity. If a flow-restriction device is mounted at the cylinder or a bulk system and is attached at the station drop, you could still get a surge of shielding gas at the weld start. If the flow restrictor or low-pressure regulator is attached at the feeder, you may not get enough shielding gas on arc initiation to clear the weld zone of atmosphere, which causes porosity.
An accumulator is a better option to regulate the shielding gas. These devices actually save you money by using less shielding gas overall, but also allow sufficient shielding on arc initiation to clear the weld zone of atmosphere and avoid start porosity. The biggest difference between a flow-restriction orifice and a gas accumulator is that the accumulator compensates for the atmosphere that accumulates in the gun nozzle. It will supply sufficient shielding gas flow at the weld start to help you avoid porosity but won’t allow the accumulating shielding gas to flood the weld start and aspirate atmosphere into the weld.
If you are using an antispatter spray or gel type, be sure it is not used in excessive amounts. This will contribute to your starting porosity as well.
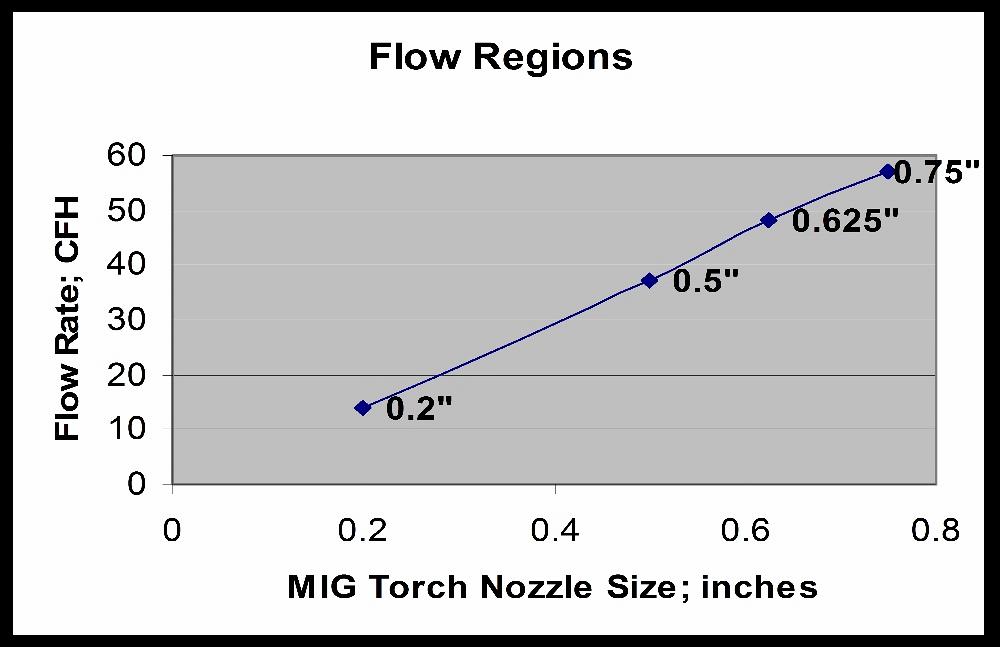
Figure 1


The Welder, formerly known as Practical Welding Today, is a showcase of the real people who make the products we use and work with every day. This magazine has served the welding community in North America well for more than 20 years.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





