















Senior Editor

Figure 1: Las máquinas de combinación—que combinan plasma, oxicombustible, taladrado y otros procesos—han ayudado a los fabricantes estructurales a reducir significativamente el manejo de material y a elevar la productividad.
Cualquier gurú de la manufactura esbelta le dirá que el mayor desperdicio resulta del tiempo gastado en mover el material y en estarlo esperando. Quienes trabajan con placa metálica delgada resuelven este problema en parte con el manejo automatizado de material. Ésa es la razón de que muchos hayan invertido en torres que alimentan material a los sistemas de corte.
Entre al taller de un fabricante de placa o estructural y probablemente no verá dichas torres. La mayoría de las placas de tamaño estándar son demasiado pesadas, por lo que la mayoría no tiene otra opción práctica que usar la grúa aérea. Pero esa estrategia tradicional está cambiando. Al usar bandas transportadoras de rodillo y otros métodos, algunos han acelerado directamente el manejo de material. Lue-go está el método indirecto: reducir el número de operaciones.
Más fabricantes de placa están invirtiendo en centros de procesamiento combinado de placa que manejan todo el corte que una placa pesada pueda requerir, incluyendo oxicombustible (para placa extremadamente gruesa), corte por plasma, fresado y taladrado (vea la Figura 1 y la Figura 2). El concepto es simple: mientras más fabrique en una configuración, menos manejará el material.
Tradicionalmente, un operador usaría una grúa aérea para transportar placa a la tabla de quemado que cortaría la parte. Luego iría arriba de la mesa y usaría la grúa de nuevo para quitar la pieza pesada cortada en tosco, y luego apilaría la placa y la movería a una operación secundaria, como soldadura preliminar por puntos y hechura de agujeros con un taladro radial. ¿Qué pasa si alguien más estuviera usando la grúa? Bueno, entonces sólo tendría que esperar.
“Hace diez años, así es como lo hacían muchos fabricantes”, dijo Michael Sharp, presidente de Peddinghaus Corp., Bradley, Ill.
En años recientes, sin embargo, los fabricantes de placa y estructurales se han esforzado por reducir el tiempo de manejo, y el centro combinado de pro-cesado de placa proporcionó una forma.
“El mayor avance en años recientes ha sido el hecho de que el corte térmico, el punzonado o taladrado, el marcado de partes y el trazado han sido combinados en un proceso CNC”, dijo Tom Boyer, presidente de Ficep Corp., Forest Hill, Md. La placa entra y salen piezas en tosco completas, frecuentemente con identificación de parte y marcas de arreglo que muestran cómo entran en un agujero los componentes estructurales.
En lo que se refiere a la secuenciación en máquinas de combinación, el perforado y otro trabajo de maquinado para atributos interiores de la parte y agujeros piloto usualmente ocurren primero; lue-go viene el corte térmico de componentes inferiores y el perfil de la parte. Esto sigue la lógica. El cortar el perfil primero liberaría de la pesada placa a la pieza en tosco, así que algo más tendría que sujetar la placa en su sitio.
La mayor parte de la secuenciación es determinada por software de anidado, el cual minimiza el desperdicio y el número de veces que un soplete térmico se enciende y se apaga, para maximizar la vida del consumible del soplete. Todo esto lleva a empezar desde la orilla (empezar en la orilla de una pieza en tosco o en un agujero piloto perforado previamente), corte de línea común (partes que comparten una orilla común en un nido) y corte en cadena (o cortar varias partes de un nido sin volver a encender el soplete).
Las torres de viento requieren una fabricación a gran escala de placa realmente gruesa, y ésta no es mucho más gruesa que la placa base de la torre—con frecuencia 5.5 pulgadas (es correcto, son pulgadas).

Figure 2: Los centros de procesado de placa—que ofrecen corte térmico, taladrado, marcado de partes y trazado—han eliminado operaciones secundarias y han hecho más eficiente el ensamble corriente abajo.
Un fabricante de placas base anteriormente gastó mucho tiempo cortando placa con una máquina de oxicombustible. Los operadores instalarían una gran punta de corte para perforar hasta 70 agujeros. Luego quitarían la salpicadura de la parte superior de la placa para lograr un corte de calidad, cambiarían la punta de corte del soplete por uno más pequeño apropiado para el trabajo, y cortarían con oxicombustible cada agujero de 2.625 pulgadas de diámetro; finalmente, el so-plete cortaría el perfil. Se llevó de tres a cuatro horas cortar una sola placa base.
El adoptar tecnología de combinación—una máquina que combina corte térmico y taladrado—redujo ese tiempo a 30 minutos. La máquina taladró agujeros piloto, luego cortó el metal restante con oxicombustible—no se requirió perforación.
“Los agujeros piloto hacen al proceso con oxicombustible mucho más confia-ble”, dijo John Johnson, vicepresidente y gerente general de Farley Laserlab USA, Rockford, Ill. “No nos preocupamos por el sobrecalentamiento del material. Sólo usamos unos cuantos segundos precalentando la orilla, y luego empezamos a cortar”.
En material de 5.5 pulgadas de espesor, esas son palabras mayores. Los agujeros piloto no sólo reducen el tiempo del ciclo completo, además prolongan la vida de los consumibles del soplete, la cual puede verse seriamente afectada por el retorno del metal fundido durante la perforación.
Algunas máquinas además tienen cabezas de fresado y roscado que permiten el corte de cavidades y otras geometrías en placa gruesa. Esto además ayuda en el cumplimiento de algunas tolerancias exigentes. Un soplete puede cortar toscamente un agujero de forma irregular, y la cabeza de fresado puede acabar los bordes a la tolerancia requerida. Dicho fresado puede requerir algún esfuerzo extra para sujetar el material firmemente, como soldar de manera provisional la placa a la mesa, pero diseños recientes de máquinas están haciendo el fresado de precisión más fácil (vea la Figura 3).
“Las máquinas ahora usan lo que llamamos ‘mini-eje’”, explicó Johnson.
Estas máquinas tienen un diseño de brazo dual con propósitos de rigidez. De éste se sujetan varios “pies”—extensiones desde el brazo que sostienen el instrumento de corte, ya sea un taladro, una fresa o un soplete. Una operación de fresado usa un pie que es cilíndrico, de varios pies de altura, y de más o menos un pie (30.5cm) de ancho. Desde éste, un componente grande de sujeción neumática desciende hacia la placa, creando un espacio de trabajo de 10 por 10 pulgadas (25cm x 25cm). Entonces, La cabeza de fresado se mueve en X y Y dentro de ese espacio de trabajo. El pie de la máquina en realidad no se mueve. Mientras un cambiador automático de herramientas estilo cargador (análogo a unos encontrados en centros convencionales de maquinado) cambia herramientas, la abrazadera neumática permanece puesta para asegurar la precisión del posicionamiento. En un sentido, el centro de procesado de placa se convierte brevemente en un centro de maquinado vertical.
“El hecho de que la máquina sujete a la placa sin mover el pie le permite agregar características maquinadas a la parte”, dijo Johnson.
Algunas máquinas ahora tienen mesas separadas y un sistema magnético de manejo de material para taladrado y corte térmico simultáneos de placa.
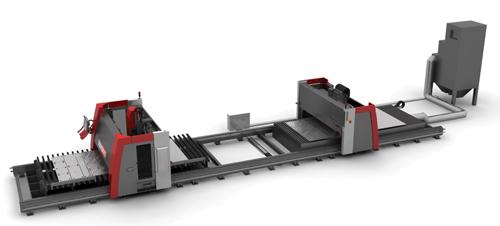
Introducidas este año, estas máquinas usan dos puentes que se mueven entre una mesa para taladrado y machueleado—con un cambiador de herramientas estilo cargador (vea la Figura 4)—y otra mesa para corte con oxicombustible y plasma. Adrian Morrall, president de Voortman USA Corp. en Manteno, Ill., explicó: “Es un nuevo concepto. La máquina taladra la placa primero. Luego estos dos bastidores de puente se juntan. Cada puente tiene imanes que levantan la placa perforada y la mueven a la mesa de corte en el otro lado”.

Figure 7: Este fabricante estructural minimiza el espacio bajo techo almacenando material fuera y alimentando la placa mediante bandas transportadoras hacia el edificio y directamente hacia el centro de procesado de metal. Foto cortesía de Peddinghaus Corp.
La mesa de corte térmico tiene una cámara CCD que detecta atributos de la parte. Esto significa que la precisión del corte térmico no es afectada por la condición del borde de la placa proveniente de la fresa. Por el contrario, la máquina mide líneas de corte en relación con los agujeros previamente taladrados. Mientras tanto, la siguiente placa es movida a su posición para ser taladrada (vea la Figura 5).
Para la fabricación de placa sumamente pesada, como placa base para torre de viento de 5.5 pulgadas de espesor, la grúa aérea puede ser la única opción práctica de manejo de material. Pero para placa más delgada, hay alternativas.
Ciertas máquinas cortadoras de placa ofrecen sistemas de carga y descarga de material. Esencialmente, la tecnología de carga y descarga de hoja del corte por láser ha sido adaptada para el corte térmico y taladrado de placa.
Como lo explicó Johnson, dichos sistemas ahora pueden transportar placa de hasta 1.25 pulgadas de espesor. Elevadores especiales transfieren la placa a un sistema de horquillas, el cual se mueve sobre la mesa de corte y baja la placa sobre las aletas. El material es sujetado en su sitio antes de que la máquina lo procese. Después las horquillas levantan la placa—componentes cortados y demás—y la pone sobre una mesa de descarga. “Usted puede tener estaciones múltiples de carga y descarga en esta configuración”, dijo Johnson, quien agregó que dichos sistemas pueden ser construidos teniendo en mente la flexibilidad. Algunos módulos permiten la carga/descarga automatizada de placa de 1.25 pulgadas de espesor y más delgadas, y otros permiten carga manual de placa más gruesa.
En el campo de la fabricación estructural, los centros de corte de placa han evolucionado hasta el punto en que la placa gruesa entra y sale de manera continua. Es casi como una alimentación de rollo, excepto que en lugar de rollo usted tiene una serie de placas gruesas. En una configuración así, la placa se mueve sobre rodillos en la dirección X (la dirección a lo largo). En la máquina, la placa avanza entre los rodi-llos superior e inferior, los cuales mueven la placa hacia delante y hacia atrás dentro de la máquina. Los rodillos detienen la placa para taladrado y atarrajado, y luego la mueven hacia delante y hacia atrás en la dirección X de nuevo conforme el so-plete de corte térmico se mueve en la Y.
“La combinación de esas dos le permite procesar todo lo que desee en cuanto a formas, contornos”, explicó Sharp de Peddinghaus. “Las placas caen en el extremo de la máquina y no tienen que ser descargadas manualmente”.
Agregó que dicha tecnología de combinación soporta otra tendencia en fabricación estructural: reducir el espacio bajo techo. Debido a que dichas máquinas hacen tanto en un área pequeña, ayudan a generar una nueva forma de pensar con respecto a la distribución del taller. Los fabricantes pueden almacenar material fuera, poner placas y vigas sobre rodillos, los cuales transportan el material dentro de una estructura pequeña que alberga una o más piezas de equipo de fabricación. Esto no sólo aumenta la eficiencia del manejo de material, sino que además elimina miles de pies cuadrados de espacio interior de taller, ahorrando costos de calefacción y mantenimiento (vea la Figura 6 y la Figura 7).
Un centro de corte primario rápido no significa mucho si sólo produce un cuello de botella en operaciones corriente abajo. Ésta es la razón de que un eficiente procesado de placas y manejo de material realmente sean sólo la mitad del cuadro. La otra mitad es la capacidad de rastrear partes a través de la producción de forma que la placa llegue a las operaciones co-rriente abajo en el momento correcto, para minimizar el trabajo en proceso.
En la fabricación de placa y hoja metálica, el software de planeación de recursos materiales y recursos empresariales (MRP y ERP, por sus siglas en inglés) y otro software de administración del taller han respondido a la necesidad. En fa-bricación estructural, paquetes de MRP como FabTrol han ofrecido beneficios similares. Sin embargo, el flujo de partes y el rastreo de partes se vuelve más complicado para fabricantes estructurales, por obvias razones: ellos procesan vigas y placas que se vuelven parte de un edificio completo.
Entre al modelado de información de edificios o BIM, un concepto que se esfuerza por tener a todas las partes—el arquitecto, los ingenieros, contratistas generales, contratistas mecánicos, contratistas especializados en calefacción, ventilación y aire acondicionado, fabricantes estructurales, y otros—en la misma página. Para el fabricante estructural, el BIM permite obtener al taller todos los datos de programación de las máquinas desde un archivo maestro, un modelo completo 3-D.
¿La estrategia del BIM ha llegado al punto en el cual todas las partes involucradas, desde el arquitecto hasta el fabricante de acero, trabajan el mismo archivo BIM 3-D, quizás puesto en un sitio Web compartido? No—al menos, todavía no. De acuerdo con Mark Allphin, gerente de negocios de acero del proveedor de software BIM Tekla Inc., Kennesaw, Ga., ese ideal todavía no es práctico. Pero el BIM sí le da a todas las partes la oportunidad de desarrollar su propio archivo BIM CAD del edificio, luego exportarlo a un formato de archivo neutral y subirlo, por decir, a un sitio FTP.
Donde el concepto brilla para los fa-bricantes estructurales es en el intercambio inteligente de datos entre el software BIM, los CNC en las máquinas herramienta, y el software MRP y ERP del taller. El flujo de datos actual puede ocu-rrir a la perfección, con el software BIM exportando archivos directamente a las máquinas herramienta.
Muchos vendedores de máquinas he-rramienta están trabajando con vendedores de software para desarrollar formatos de archivo propios que agreguen más inteligencia al programa de partes. Por ejemplo, ciertas máquinas ahora pueden comunicarse con el software BIM mediante archivos propios que tienen una estructura XML, o lenguaje de marcas extensible. “Cuando usted descarga un archivo tipo XML a una máquina, usted no sólo está descargando información para una placa”, explicó Boyer de Ficep.
Dichos archivos no sólo tienen líneas, como los archivos de dibujo estándar. Las líneas significan algo. “Estamos trabajando con más información. Los archivos muestran el grado del material, la forma del perfil, el tipo de acabado. Éstos capturan muchos más datos que un archivo de dibujo típico”, dijo Allphin.
Al trabajar con BIM, “usted está descargando toda la información que se relaciona con ese placa, incluyendo información de trazado”, explicó Boyer. La máquina corta, remata y traza el número de parte e información del arreglo para que el trabajador sepa exactamente dónde sujetar la placa final a una columna u otros miembros de unión.
“Ahora realmente estamos exportando información sobre un ensamble, no sólo información sobre una columna o una placa”, dijo.
El flujo de datos ya no es en una sola dirección, dijo Allphin de Tekla. Los CNC de las máquinas herramienta y el software ERP/MRP ahora pueden alimentar información de regreso al BIM. Esto permite al modelo del edificio 3-D incluir la información del estado del trabajo de un fabricante, mostrando si esta placa final o esa columna está al día o atrasada, dependiendo del color asignado al componente. Un gerente puede echarle una ojeada al modelo y saber inmediatamente, viendo los colores de los dife-rentes componentes, en qué punto está la manufactura del taller.
El BIM es la última pieza que faltaba en el rompecabezas de productividad del fabricante estructural. El concepto elimina esas islas de automatización, lo cual es algo bueno; un procesado vertiginosamente rápido de una placa gruesa en una máquina multiprocesos no significa nada si se trata de la placa equivocada. Trabajando en conjunto, las tecnologías en constante mejora de máquinas he-rramienta y software ayudan a reducir el tiempo de manufactura no sólo para esta placa o esa columna, sino para todo el ensamble.



FMA Communications ha introducido al mercado la edición en Español de la revista The Fabricator. Esta versión consiste del mismo tipo de artículos técnicos y sección de lanzamientos de nuevos productos que actualmente presentan el personal de primera categoría de Fabricator en Inglés.
start your free subscriptionIn this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}
{kind=link}
{kind=link}
{kind=link}