















Editor-in-Chief

Figure 1: Laitram Machinery, a Harahan, La.-based fabricator of shrimp peeling equipment, now uses a Lissmac SBM S2 finishing machine to deburr the outer and interior edges of shapes on laser-cut parts. To maximize throughput on the machine, operators place multiple parts across the width of the conveyor that feeds the machine. Photos courtesy of Lissmac Corp.
There comes a time in every metal fabricating operation when enough is enough. It’s the moment when someone takes action to rectify a long-standing problem that everyone has worked around, but can no longer tolerate. It could be cleaning up work-in-process on the shop floor to create much-needed space or relocating the blanking department closer to where material is unloaded, avoiding the time-consuming and potentially dangerous act of transferring sheet metal via lift truck across the manufacturing area.
Laitram Machinery, Harahan, La., reached that point in early 2012. The company, known as the manufacturer of the first automated shrimp peeling machine, processes a lot of stainless steel as it fabricates food processing equipment for its customers all over the world and its sister company, conveyor belting-maker Intralox. In 2012 it was cutting, forming, and welding about 3,800 square feet of stainless steel per month, and projections for 2013 called for even more material processing.
That meant more laser cutting, which also meant more manual deburring to smooth out the edges and remove the remnants of the metal tabs used to keep the parts connected to the skeleton once the laser cut out a majority of the shape. The deburring operation already was a bottleneck for the fabricator, as it is for many shops. Four employees tackled the deburring chores with hand-held tools each day during their 10-hour shift.
Needless to say, the results were inconsistent.
“The big deal with deburring is that you can get different people doing it and get different results. It’s all subjective,” said Wayne Waguespack, Laitram’s production manager.
The need to laser-cut more parts had the potential to turn a challenging situation into a much larger concern. And it was not only an internal production issue that could have been affected.
“We have a lot of people going out in the field to work on the equipment. When people work on the equipment, we have a lot of covers and pans, and when they handle stuff, they might cut themselves. They would complain it was too sharp,” Waguespack said.
“Sometimes [the part] was good. Sometimes it was bad,” he added. “It was always a constant battle with that.”
Waguespack wanted consistency. He wanted every part to have the same deburred edge. He didn’t want to feel like he had to ask someone, “Is this good enough?” for each part.
Enough was enough.
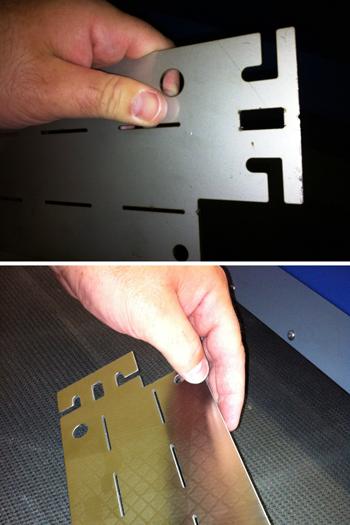
Figure 2: This close-up of a small stainless steel part (top) shows the poor edge quality. On the same part sent through the deburring machine, the burrs are removed, and the edges are safe to touch.
Laitram had a very old machine that was once used for deburring, but the “old rust bucket,” as Waguespack called it, eventually died. That led to the purchase of another machine about 10 years ago that was supposed to grain the material and deburr the edges, but it didn’t handle the edge conditioning very well. In fact, that machine is used primarily for tube polishing now, according to Waguespack.
Waguespack and his team began looking at the latest models from manufacturers claiming to have machines that could automatically deburr edges, but they didn’t find anything that impressed them until they visited FABTECH® in Las Vegas last year. That’s where they ran across the Lissmac SBM S2, a machine designed to deburr edges on the inside and outside contours of laser-cut parts on both sides and in a single pass.
“We came back to the plant, burned a few parts, and sent it to their facility for testing,” Waguespack said. “Upon receiving the samples back, we were very pleased.”
The Laitram team followed that up with a visit to two metal fabricating facilities in the St. Louis area that had similar machines. They came away realizing that the deburring machine would meet their needs.
Since the machine has been in place since early 2013, deburring problems are no longer keeping Laitram shop floor personnel on the edge. They are focusing on fabricating tasks.
Waguespack said it is rare to see more than a couple people manually deburring parts on a shift. The metal tabs still need to be ground down, but no one is focusing on overall edge quality. The Lissmac machine takes care of that.
An operator feeds anywhere from 100 to 400 parts through the machine per day. Waguespack estimated that about 75 percent of all the stainless steel it cuts on its TRUMPF laser cutting machine goes through the deburring machine. That leaves two people to stay on top of manual deburring requirements, two fewer than typically needed in the past.
Needless to say, Laitram is using fewer consumables. Waguespack hasn’t conducted any formal studies, but he estimated the company now purchases about a third of what it used to on a monthly basis.
One operator runs the SMB S2. If the parts aren’t too big, multiple parts are placed in a row on the conveyor that feeds the machine. As the parts enter the machine, four belts equipped with “blocks” of abrasive flaps—two on the top and two on the bottom—brush against the parts. Because these sand block belts run perpendicular to the direction of the conveyor that feeds the parts, the machine is able to remove rough features on the external edges and on the interior cut-out shapes.
The parts sent into the machine are primarily 22 gauge to 0.375 in. thick. The machine can accommodate parts up to 2 in. thick. Lissmac officials sugest that the minimum part length that can be sent through the machine is 6 in.
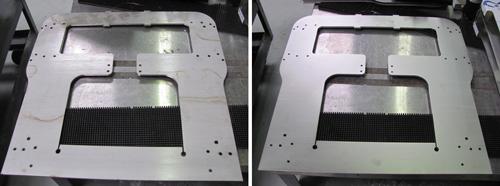
Figure 3: Laitram Machinery has some very large parts that need to be deburred, so it purchased a machine with a 60-in.-wide opening. Even though they may be large, parts fresh off the laser cutting machine (left) need only one pass through the machine to deliver a consistent deburred edge (right).
When it comes to placing the parts on the conveyor (see Figure 1), Waguespack said operators place the parts at a diagonal, so that the belts catch all four corners in a consistent manner. The result is a consistent edge quality that was never achieved with the manual deburring (see Figure 2).
Laitram runs the deburring machine at around 3 to 4 feet per minute. This speed allows the same operator who loads the parts on the front end to retrieve them as they exit the machine as well. That particular speed also results in a nice overall finish for some of the less critical stainless steel parts that go onto the processing equipment.
For a lot of the most visible parts in Laitram’s equipment, brushed stainless steel is used. However, on the smaller pieces of equipment and the basic framework of large machines, the designers use a less expensive stainless steel with a 2B “finish,” which isn’t the brushed finish commonly associated with stainless steel appliances, for example. The 2B finish has more of a smooth, reflective gray look—a finish from the mill that isn’t really finished.
Waguespack said that the Lissmac machine produces nice markings on the 2B material, almost mimicking the more familiar look of the expensive brushed stainless steel material.
When asked to provide an example of just what kind of an impact the new deburring machine has made, Waguespack referenced large parts (see Figure 3), which really could represent a challenge, particularly if there were multiple parts to tackle.
In particular, he brought up a large part for a belt splicing unit manufactured by Intralox. The part’s exterior was dominated by nonlinear cuts and the interior contained numerous cutouts. An experienced worker might need all day to deburr all of those edges if the job called for more than 20 parts.
The deburring machine can do that same job in less than two hours.
“It’s consistent every time. We get the same quality even when we have different individuals working the machine,” Waguespack said (see Figure 4).
Laitram is planning a possible new layout for its fabricating area in the near future (see Figure 5). The goal will be to make the laser cutting and deburring operations as efficient as possible—and avoid another enough-is-enough moment.
If Laitram, a Harahan, La.-based stainless steel fabricator, is sending about 75 percent of its laser-cut parts through its Lissmac SBM S2 deburring machine, it can’t afford to have that machine down for an extended period. But like with any machine, maintenance is needed if it is to have a long, useful life.

Figure 4: Tony Perkins (left) and Keith Graham (right) are trained to operate the finishing machine, but only one is typically feeding parts into it. In the future Laitram Machinery would like to move the deburring equipment closer to the laser cutting machine, so that one operator can unload laser-cut parts and place them on a nearby conveyor, which then feeds the Lissmac equipment.
To minimize the downtime for the deburring machine, Wayne Waguespack, Laitram’s production manager, said the company invested in a second set of sand block belts for the machine. It added extra front-end cost to the machine, but the equipment is out of commission for minutes instead of hours when a brush changeout is scheduled.
“The second set of sand block belts is always ready to go,” he said.
After the changeout is made, Laitram employees can take their time removing the individual sand block segments from the belts. By the time the next quarter rolls around, the backup sand block belts will be ready for action.

Figure 5: Laitram Machinery has a new TRUMPF TruLaser 5030 laser cutting machine with an automated storage and retrieval tower that is sure to keep the deburring machine busy in the near term.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





