















A review of surface finishing with elastic-bonded abrasives
Polyurethane- and rubber-based abrasives prove to be suitable tools for many fabrication applications

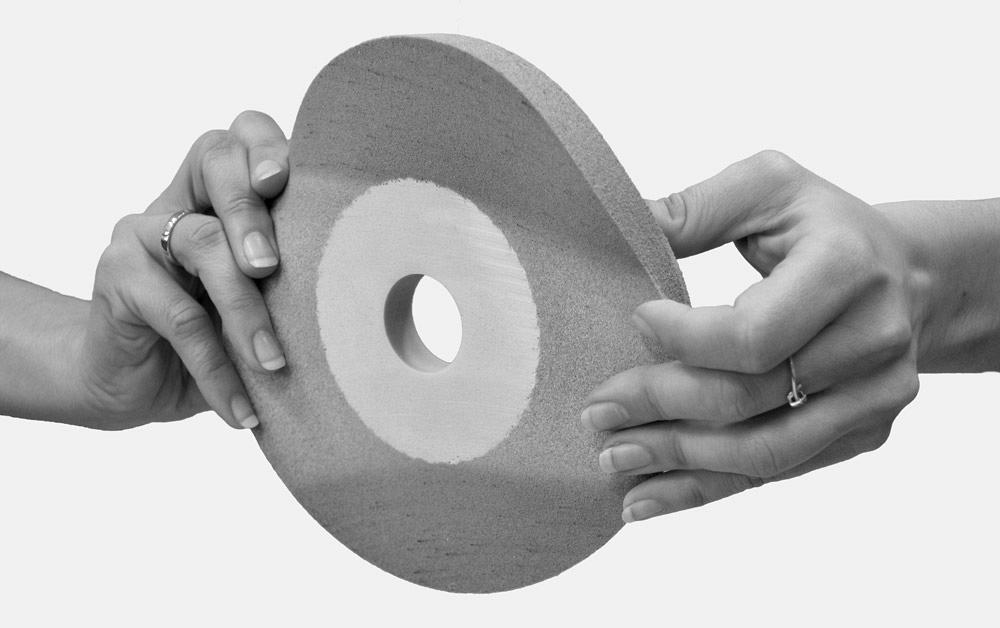
Figure 1
Not all abrasive products are equal. The most effective abrasive consumables are designed for specific applications.
Ceramic-bonded grinding tools with aluminum oxide and superabrasives with cubic boron nitride (CBN) or diamond are among the preferred tools for the processing of various material surfaces. These two types of media are identical in terms of one decisive aspect: Their respective stiffness results in certain restrictions in terms of application.
In contrast, less known are elastic-bonded grinding wheels, which can be used in a range of applications. One special feature of elastic-bonded abrasives is their ability to adjust to the workpiece without risk of changing its geometry. Above all, however, when using these wheels you can achieve surface finishes of Rz < 1 μm. (Rz is the mean roughness depth of a surface, which is calculated by taking the vertical distances from the highest peak to the lowest valley over several sampling points. North American fabricators are likely more familiar with Ra, which is the average roughness determined by an algorithm that takes into account similar peak and valley measurements, but then eliminates extreme points from the final calculation.) These elastic tools are useful when fabricators find that no further improvement can be achieved using conventional grinding wheels.
The first elastic abrasive tools were developed at the start of the 20th century. These abrasive blocks were used to clean stoves heated with wood. They also were used to remove rust film from cutlery, which at that time was not stainless steel.
Today metal fabricators can choose from a large number of different bonding systems and corresponding abrasive grain structures that are designed to deliver a specific surface quality and take into account current machine technology. Elastic-bonded abrasives stand out because of the special advantages they offer.
The Bonding Structure
Elastic-bonded abrasives usually consist of typical abrasive materials, such as silicon carbide, aluminum oxide, or other polishing media. When the abrasive is integrated into a matrix of elastic materials such as polyurethane, rubber, or modified resins (such as an epoxy or polyester resin), you then have an abrasive with the appropriate level of elasticity for the desired scope of application.
Together with the abrasive grain, the bond’s chemical structure of the bonding influences the subsequent properties of the abrasive product. Factors such as hardness, elasticity, grain type, and grain size can be combined and varied in different ways. This helps to tailor the product to the grinding or polishing task (see Figure 1).
The Production Process
Production of elastic abrasives is a chemical process. Starting with liquid or soft material, after the bonding matrix and abrasive particles are blended, the mixture is poured into molds and hardened (see Figure 2).
When tools based on polyurethane are produced, normally a liquid bonding compound is mixed with the abrasive grain all at once or by continuously adding the compound to the mixture in a steady feed. After being filled into the molds, the components react and slowly take on the required hardened form. The specific composition of starting materials can yield different foams, from sponge-like to fine porous to hardened.
Products that contain rubber are produced on roller mills. In this production process, the abrasive grain and the additive are slowly embedded into the rubber. The subsequent base mixture is then shaped into the required molds and cured with heat. The abrasives are then tailored accordingly on processing machines.
Because of the material’s abrasive properties, the machines and processing tools used to create the rubber-based abrasive consumables have to be robust in design (see Figure 3). Diamond tools normally have to be used to further process the abrasives at some point in the production process.

Figure 2
A polyurethane mix is fed into an abrasive mold.
Performance Characteristics of Elastic-bonded Abrasives
Hardness. The hardness of elastic-bonded abrasives is measured either using a Shore durometer scale or based on the ball indentation hardness test pursuant to DIN 53 456. Measurement of the elasticity is normally made via impact resilience pursuant to DIN 53 512.
Top Working Speeds. The natural properties of the elastic bonding also define the abrasive product’s limits in terms of mechanical load capacity. The speed limit is typically 49 to 82 feet per second (15 to 25 meters per second) for soft abrasive wheels and up to 98 FPS (30 m/sec.) with a reinforced boring. Hard polyurethane wheels can reach speeds of up to 131 FPS (40 m/sec.) or more.
Dressing/Profiling. Almost all common dressers or profile rollers can be used for the dressing or profiling of elastic-bonded abrasives. Diamond tools are preferred. However, elastic abrasive wheels also can be dressed using ceramic abrasives.
When compared to dressing vitrified abrasives, elastic-bonded abrasives don’t appear to demonstrate a significant decrease in grinding performance because of the overlap factor. (The overlap factor takes into account how often the grinding wheel has to be turned for the portable tool to cover the whole width of the workpiece.)
Profiling performance remains for the entire service life of the grinding disc because it is continuously sharpened as it is used (see Figure 4). In contrast, ceramic grinding wheels have to be reworked with a diamond tool. This highlights the elastic grinding wheel’s ability to adjust to the profile of the workpiece.
Physical Properties of Elastic-bonded Abrasives
The elastic bonding of the abrasive grain is the main reason these consumables demonstrate greater performance characteristics when compared to ceramic-based products. Because the abrasive can adapt its geometry to the workpiece, only the outermost surface of the workpiece is processed; this does not change the geometry of the workpiece itself.
Abrasives in elastic bonding also are capable of lessening the impact of operator errors. For example, if the operator sets the infeed speed too high, the abrasive material’s elasticity (see Figure 5) keeps the machine from being damaged and the workpiece from being immediately ruined.
However, one of the unique features of an elastic grinding wheel is its ability to achieve surface depths (up to Rz < 1 μm) that actually reach into the range of polishing. In some applications, the terms grinding and polishing can be used interchangeably.
A Look at Machinery
When an operator is working with a bench grinder and manually feeding parts, the dampening property of elastic bonding has a positive effect. Parts can be adapted easily to the elastic abrasive wheel without jerking. This allows the operator to vary the pressure to manually control the finish (see Figure 6).
In automatic production processes with CNC, elastic abrasives provide optimal results in delivering finishes that match the original project specifications.

Figure 3
Final shaping takes place on this elastic abrasive wheel.
On centerless grinders, rubber-bonded rollers are used as control wheels. For certain workpieces, polyurethane-bonded wheels can be used as abrasive media to achieve the required material abrasion.
The Process Design
When creating a work procedure for a job that centers around the use of ceramic abrasives, a fabricator focuses on factors such as process duration and feed rate. All of these have to be reconsidered and appropriately tested when elastic-bonded abrasives are introduced to the finishing process.
The feed rate is the variable with the greatest influence. The force level is defined by this parameter, and this is of essential importance for the working results gained with elastic-bonded abrasives.
Because of the elasticity of an elastic-bonded abrasive wheel, a fabricator has to take into account a specific minimum force that has to be exceeded during the finishing process. The entire system has to be sufficiently braced to ensure suitable finishing results.
Application for Polyurethane Bonds
The relative hardness of foamed polyurethane systems can be set over a large range from very soft (approximately 30 Shore A) to very hard (95 Shore A or 60 Shore D). Depending on the chemical structure of the bond and the filling level of abrasive grain, elastic-bonded abrasive manufacturers can adjust the levels of elasticity in their products. One advantageous side effect of such bonds is the high porosity of the foam, which results in very cool grinding. These elastic abrasives can be used either in dry grinding or with almost all common cooling lubricants, depending on the grinding task.
The following is a list of processes for which polyurethane-bonded tools are successfully applied:
- Fine grinding and fine finishing on metals of all types, such as machine shafts
- Deburring edges, such as those found on punched sheets
- Descaling and fine grinding of forged metal parts, such as saw blade flanges
- Matte finishing, gloss finishing, and polishing of nonferrous and precious metals
- Roughening of metal surfaces
- Drawing-off of hardened and high-yield steel, such as knives
Application for Rubber Bonds
Vulcanized rubber bonds with abrasive grain have a higher thermal stability than polyurethane systems. Because of its hardness (up to 70 Shore D), this type of abrasive is stronger and lasts longer than polyurethane.
When a fabricator uses a rubber-bonded abrasive, he also should notice less heat generation when compared to using ceramic tools. The blunted grains are removed from the rubber-bonded abrasive at a very fast rate when the abrasive is in use.
Rubber-bonded finishing products can be used in the following processes:
- Seam dressing of weld seams, such as in tank construction
- Deburring and polishing of drillings, such as those found in engine blocks
- Precision grinding of mechanical, optical, and surgical parts
Special Applications
Research conducted by the Foundation Institute of Material Engineering at the University of Bremen in Germany analyzed the potential of elastic abrasives for processing machine shafts. In the course of the research, staff applied elastic abrasives to high-quality, nonalloy steel sheets with the goal of reducing the surface structure to a very low Rz.

Figure 4
As this polyurethane grinding wheel is used, it will stay sharp because of the abrasive mix and bond used to create the wheel.
Researchers started with a ceramic grinding wheel and achieved a surface roughness of Rz = 3.5 – 4.0 μm (Ra: 0.55 μm). A mineral oil was used as a lubricant. A normal cylindrical grinding machine was used for the test. In the course of grinding tests with a foamed polyurethane-bonded abrasive (see Figure 7), a surface quality of up to Rz = 0.2 μm was achieved.
In addition to the feed rate being important during the finishing process, researchers found that the most important process parameter is normally the spark-out time. Also, further significant surface quality improvement is achieved by oscillating the grinding wheel crosswise to the grinding direction.
Recent developements show that fine abrasive grit in hard polyurethane foams also can be used in flat or profile grinding, resulting in a fine surface finish of Rz <1 µm. Even fine finishing in profile grinding of gears can be done with conventional CNC gear-grinding machines; the only requirement is the use of a twin wheel.
Even though elastic-bonded abrasives have been around for almost 100 years, such abrasives are not technologically stagnant. Foamed polyurethane wheels can achieve surface finishes of Rz <1 without any other special equipment. It is therefore conceivable that ceramic and elastic-bonded wheels can be used on the same machine, with the workpiece staying in place in the clamp.
Whether for aesthetic or technical reasons, new surface qualities can always be achieved using elastic abrasives. Such results require much more labor when using other types of abrasive products.
About the Author
About the Publication
subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





{kind=link}
{kind=link}